











发表时间: 2022-12-05 14:50:25
作者: 邵志才(中石化石油化工科学研究院有限公司)
浏览: 13260
摘 要: 近年来国内原油进口依存度一直处于高位,原油资源需要高效利用。重质馏分油特别是渣油的高效转化至关重要,浆态床渣油加氢技术由于其能加工劣质原料且转化率高,是将重油转化为高价值运输燃料和石化产品的较好选择。重点介绍了国内外典型浆态床渣油加氢技术,包括委内瑞拉国家石油公司的HDH-Plus技术、美国环球石油公司的Uniflex技术、美国雪佛龙鲁姆斯公司的LC-Slurry技术和VRSH技术、意大利埃尼公司的EST技术、中石化石油化工科学研究院有限公司的RMAC技术,比较了上述技术的特点,分析其技术难点,建议加强浆态床渣油加氢工艺、工程和催化剂等方面的研究。
关键词: 浆态床 渣油加氢 现状 展望
近年来,中国原油对外依存度一直处于高位,2019年进口原油首次超过500 Mt,对外依存度达到72.6%[1],2020年及2021年原油对外依存度分别为73.6%和72.0%[2],因此石油安全问题已经成为我国能源安全重点。如何高效利用原油资源、降低对外依存度成为国内相关专业人士共同面对的挑战。为了将原油“吃干榨净”,原油中重质馏分(特别是渣油)的高效加工利用至关重要。渣油的加工主要采用脱碳和加氢工艺路线,相比较而言,加氢工艺路线是更高效利用原油资源的路线。渣油加氢路线包括固定床渣油加氢[3]、沸腾床渣油加氢和浆态床(又称浆状床或悬浮床)渣油加氢[4]。目前工业上应用最广泛的渣油加氢工艺为固定床加氢工艺,其次为沸腾床加氢工艺,浆态床渣油加氢工艺的工业应用较少[4]。与固定床渣油加氢技术相比,浆态床渣油加氢技术可以加工更劣质的渣油原料[金属(Ni+V)质量分数700 μg/g以上,残炭20%以上]且转化率很高(95%以上),能实现渣油最大化转化[4]。另外,浆态床渣油加氢工艺还可以作为固定床加氢工艺的预处理工艺。目前国内外开发了十多种浆态床渣油加氢技术[5-13],以下主要介绍几种典型技术,对其技术特点进行对比并分析其技术难点,提出技术研发建议。
1、浆态床渣油加氢技术简介
1.1 HDH-Plus技术
HDH技术自1978年开始研发,研发初期,委内瑞拉国家石油公司(PDVSA)所属研发机构INTEVEP与德国Veba公司合作,在德国共同建造了一套150 bbl/d(1 bbl≈159 L)的试验装置。在合作结束后,INTEVEP继续独立开发浆态床工艺。INTEVEP加大了HDH工艺的研发投入,并与IFP/Axens公司合作,开发出改进的HDH-Plus技术。HDH-Plus技术的首次工业试验选在委内瑞拉拉克鲁斯港炼油厂,建立一套规模为5 000 bbl/d、两个反应系列的装置,处理奥里诺科(Orinoco)超重质原油的减压渣油[9]。
HDH-Plus工艺流程如图1所示[9,14]。由图1可见,减压渣油、催化剂混合并经搅拌过的泥浆与氢气混合后送入加热炉加热,加热后的混合物进入浆态床反应器;浆态床反应物流进入分离器,分离器轻组分进入后续的加氢(SHP)装置进行进一步处理,塔底减压瓦斯油(VGO)循环回SHP装置加工;分离器重组分进入减压蒸馏塔,回收重组分中的VGO也进入SHP装置加工,减压蒸馏塔底部的残渣被送至压片机装置进行固化,固化材料(压片)从装置排出。
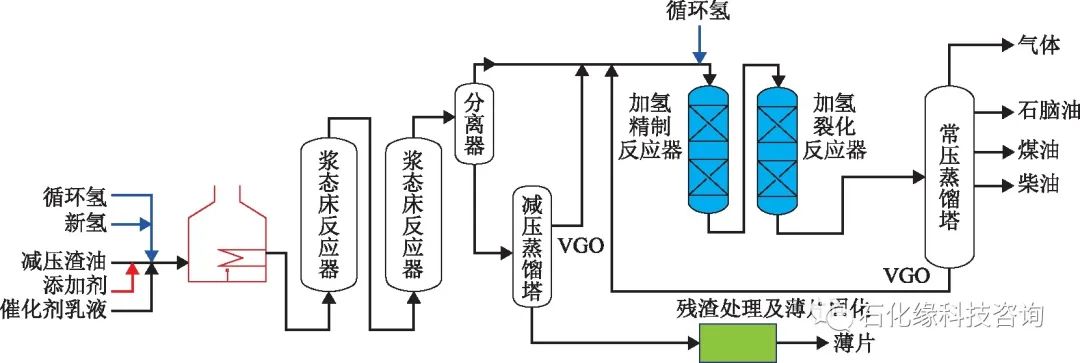
图1 HDH-Plus工艺流程
该工艺将含铁或钼的催化剂通过非催化乳液分散后加入到减压渣油中,同时向反应器中添加颗粒大小与反应器流体动力学相适应的固体材料(例如焦煤),以帮助控制泡沫的形成,从而促进液相物流返混并改善径向气体分布[9,15]。
1.2 Uniflex技术
Uniflex技术源自加拿大矿产和能源技术中心开发的Canmet加氢裂化工艺,2000年美国环球石油公司(UOP)评价了几种重油浆态床加氢裂化技术,认为该工艺是最有效的方法之一。后来与加拿大自然资源部合作改进工艺包,与此同时还与阿尔伯塔能源研究所在改善催化剂性能、工程设计和原料加工灵活性方面进行了大量的合作开发。2006年UOP公司获得Canmet工艺的全球独家许可权并以此为基础开发了Uniflex技术[16]。
Uniflex技术是由Canmet工艺反应器部分和UOP公司Unicracking和Unionfing工艺的技术元素组合而成[9,17],改进的Uniflex工艺流程如图2所示[18]。从图2可知,减压渣油、循环油与催化剂的混合物及氢气分别由加热炉加热后,进入浆态床反应器,浆态床反应产物进入后续的分离、分馏系统,回收的氢气再循环,分馏得到轻质油品;分馏塔底部物料进入减压塔分离,所得的部分重质瓦斯油(HVGO)再循环回原料系统。
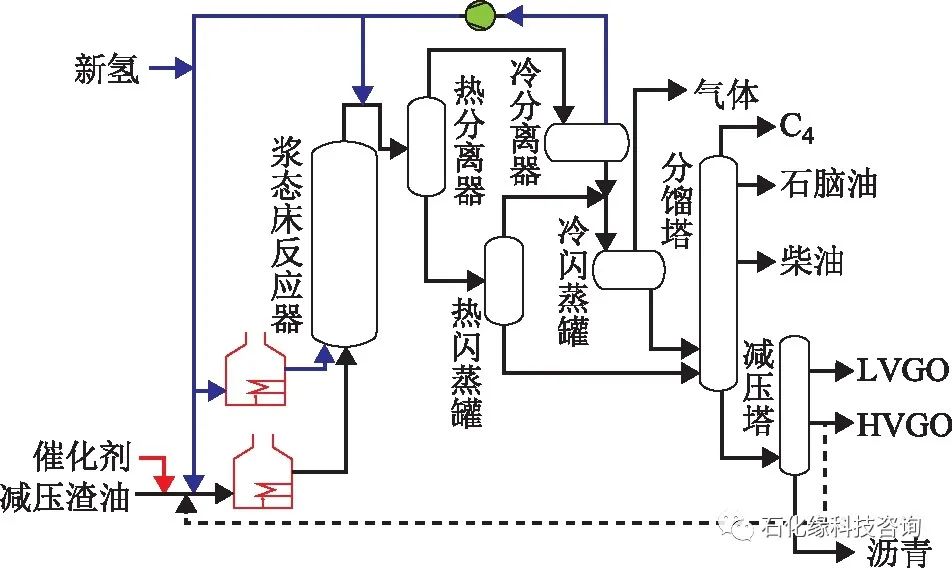
图2 Uniflex工艺流程
Uniflex技术的核心在于其上流式反应器,没有反应器内构件或液体循环沸腾泵,通过反应物料分配器与工艺条件优化,强化反应器中的物流返混[9]。Uniflex技术已经开发了两代催化剂,最初使用的催化剂是廉价的次烟煤或褐煤负载硫酸铁或其他金属盐类等,催化剂易于形成水合物,便于磨碎,在浆液制备储存和泵送过程不会损失化合水,是适宜的催化剂。反应过程中,催化剂上的金属变成金属硫化物起催化作用。催化剂比表面积大、分散性好,具有抑制中间相生焦前体生成的功能,促进沥青质等大分子转化为小分子,有利于减少生焦量[19]。第二代催化剂具有更高的催化活性,其消耗量较第一代催化剂可降低50%[20]。
1.3 LC-Slurry技术和VRSH技术
LC-Slurry技术和VRSH技术是美国雪佛龙鲁姆斯公司(CLG)以沸腾床LC-Fining工艺为基础开发的技术,两项技术均以LC-Fining工艺所采用的反应器为平台,该反应器平台已成熟应用,浆态床反应器采用与LC-Fining工艺相同的反应温度及反应压力[8,21-22]。
LC-Slurry技术优化的工艺流程见图3[8,21],该工艺也将初级转化与产品改质相结合。由图3可见,浆态床反应器采用多台反应器串联。减压渣油、循环油与催化剂的混合物及氢气分别进入加热炉加热后,进入串联的浆态床反应器,浆态床反应产物进入热分离器;热分离器顶部物料进入后续的固定床加氢反应器,固定床反应产物经分离、分馏和气体净化,净化的氢气再循环,分馏得到轻质油品;热分离器底部物料进入重油汽提塔分离,所得的轻组分也进入固定床加氢反应器,一部分未转化的重油再循环回原料系统,另一部分去催化剂回收系统回收旧催化剂,剩余的未转化油排出装置。
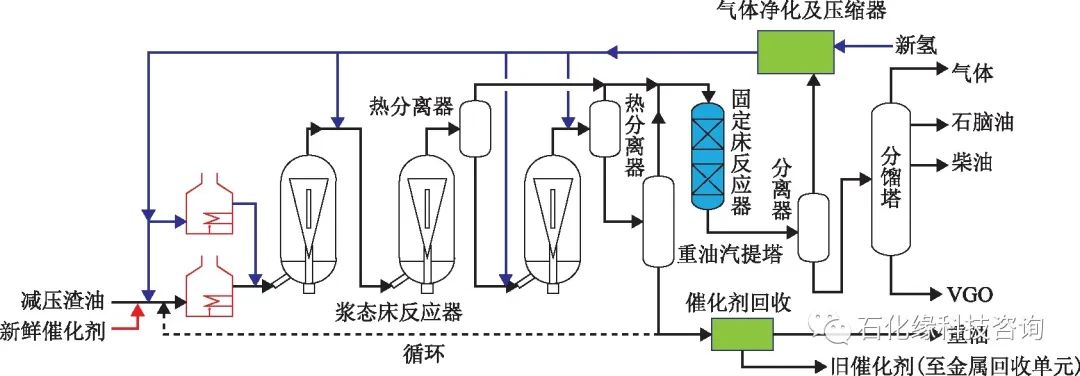
图3 LC-Slurry工艺流程
VRSH技术相对完整的工艺流程未在公开文献及会议报告中有过报道,高压部分的简化工艺流程见图4[23]。与LC-Slurry技术相比,VRSH技术也设有3个浆态床反应器,塔底油再循环,不同的是两个反应器之间均设置级间分离器,常压分馏所得的VGO进入第2个浆态床反应器入口,提高反应原料的胶体稳定性,抑制结焦[7]。
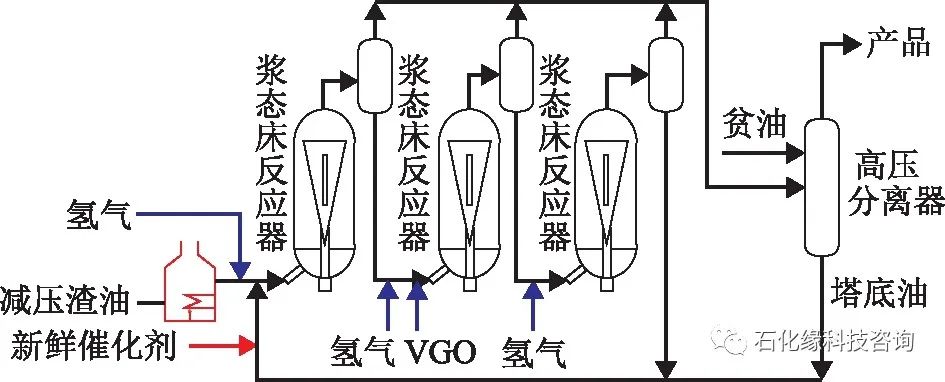
图4 VRSH技术高压部分工艺流程
LC-Slurry及VRSH技术所使用的浆态床催化剂是CLG公司专有的ISOSLURRY浆态床渣油加氢裂化催化剂[8,22],其主要成分是钼酸铵,催化剂制备过程中,将金属氧化物溶解于氨水中,通入硫化氢,经过低、中、高温硫化,与少量VGO混合均匀,通入少量氢气并加热脱水,与原料油混合后进入浆态床反应器[19]。同时催化剂可循环利用,在催化剂回收单元中,含催化剂和金属硫化物的残渣经过部分氧化,其中含Mo,Ni,V的金属硫化物转化为氧化物MoO3,NiO,V2O5,V2O5再还原成V2O4,然后用氨水溶解,MoO3在氨水中溶解,而NiO、V2O4不溶解,这样就去除了金属Ni、V,最后经加热脱除多余氨气,再经过低、中、高温硫化及脱氨处理回到催化剂的起始状态,从而完成了催化剂的循环利用[5]。
CLG的浆态床渣油加氢反应器还可以结合使用沸腾床催化剂和浆态床催化剂[22]。与LC-Fining工艺相比,该技术中沸腾床催化剂的周转时间更长;浆态床催化剂可以在抑制积炭的同时捕集焦炭,催化剂循环使用,排出的旧催化剂中的金属也能回收[21-22]。
1.4 EST技术
EST技术是由意大利埃尼集团旗下Snamprogetti和Enitecnologie公司于20世纪90年代早期开发的一种工艺。1999年一套0.3 bbl/d中型试验装置开工,2005年埃尼塔兰托炼油厂1 200 bbl/d的商业示范装置建成并投产,2013年埃尼集团旗下Sannazzaro de Burgondi炼油厂(位于意大利帕维亚)第一套规模为23 000 bbl/d的工业装置建成并投入运营[16],2021年12月底采用EST技术的中国石化茂名分公司2.60 Mt/a浆态床渣油加氢大型工业装置建成并投产。
EST工艺流程如图5所示[24]。由图5可见,经过加热的减压渣油、循环油与催化剂的混合物和经过加热的氢气一起进入浆态床反应器,浆态床反应产物进入分离器;分离器顶部物料进入后续的气体回收单元,回收的氢气再循环,并得到轻质油品;分离器底部物料进入浆液分馏段分离,得到轻减压瓦斯油、VGO和尾油,未转化的尾油一部分循环回原料系统、另一部分排出装置。
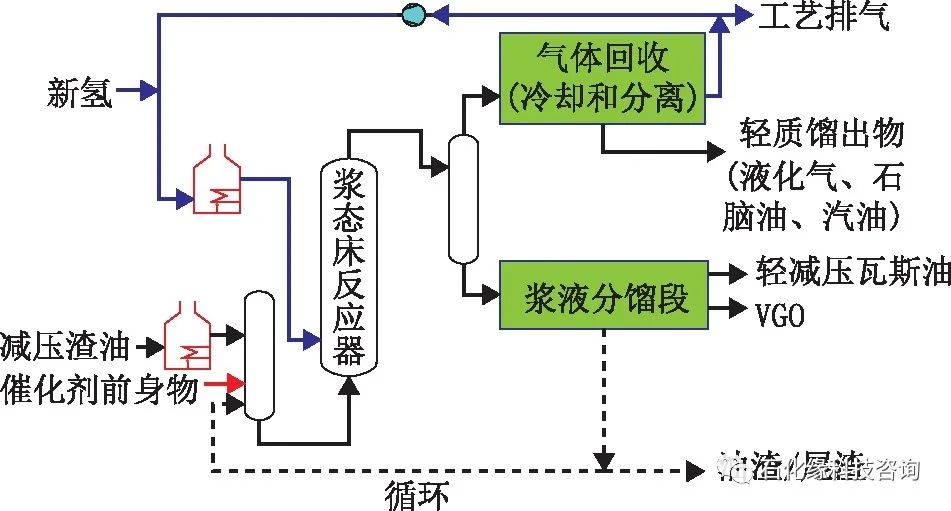
图5 EST工艺流程
EST技术的核心为浆相鼓泡塔式反应器,原料中添加一种油溶性含Mo有机化合物的催化剂前体(微晶辉钼矿石),在反应器中催化剂前体在反应条件下原位转化,生成高分散、纳米级、无载体的MoS2。这种在线制备催化剂的方法使得MoS2在反应器中以单片层的形式存在,采用尾渣循环的方式使得一部分催化剂能循环使用[19]。原料中的金属以硫化物形式沉积形成单独相,不干扰裸露的活性中心。因此,在整个操作过程中催化剂不会老化,更换催化剂无需装置停工。该催化剂与固定床和沸腾床反应器中所用的常规载体催化剂的不同之处是其不会因金属和焦炭沉积在载体孔隙中而出现堵塞。EST技术工业化示范装置应用结果表明,长周期的运行过程中,循环使用催化剂的片层直径从4.5 nm左右增加至5.0 nm左右,增加幅度较小,与负载型催化剂相比,EST催化剂具有较高的活性和稳定性[9]。EST催化剂受生焦的影响较小,比表面积大,不存在扩散传质的影响[16]。
EST工艺中重质原料的加氢是在毫克每克级的Mo基催化剂存在下进行的,该催化剂高度分散在液体中,大部分呈单分子层状分布,较少部分以2层堆积形式存在,整个反应过程中,MoS2的这种分布状态并未改变。浆态床反应过程中,减压渣油的转化是从热反应通过C—C键断裂产生自由基开始,氢夺取反应较慢。MoS2薄层间的距离比载体催化剂与油分子间的距离小几个数量级,缩短了自由基生成和在催化剂上加氢所需时间,亦可以减少生焦。Mo催化氢夺取反应使芳烃加氢、残炭减少,以及通过C—杂原子键氢解进行加氢脱硫、加氢脱金属和加氢脱氮反应脱除杂原子,有利于加氢脱硫、加氢脱氮及残炭前身物加氢转化反应[19]。
1.5 RMAC技术
中石化石油化工科学研究院有限公司(前身为中国石化石油化工科学研究院)于2009年开始浆态床技术研发,2016年完成中型试验,2019年完成2.20 Mt/a的RMAC工艺包设计[13]。RMAC工艺流程如图6所示[13]。由图6可见:减压渣油、循环油与催化剂的混合物及氢气分别经加热炉加热后进入浆态床反应器,反应产物进入后续的分离器;冷分离器顶部物料进入气体处理单元,回收的氢气循环;热低压分离器底部物料进入溶剂萃取单元,萃取所得的轻质物料进入分馏塔分馏得到石脑油、轻改质油及重改质油,未转化尾油一部分循环回原料系统、另一部分外甩排出装置。
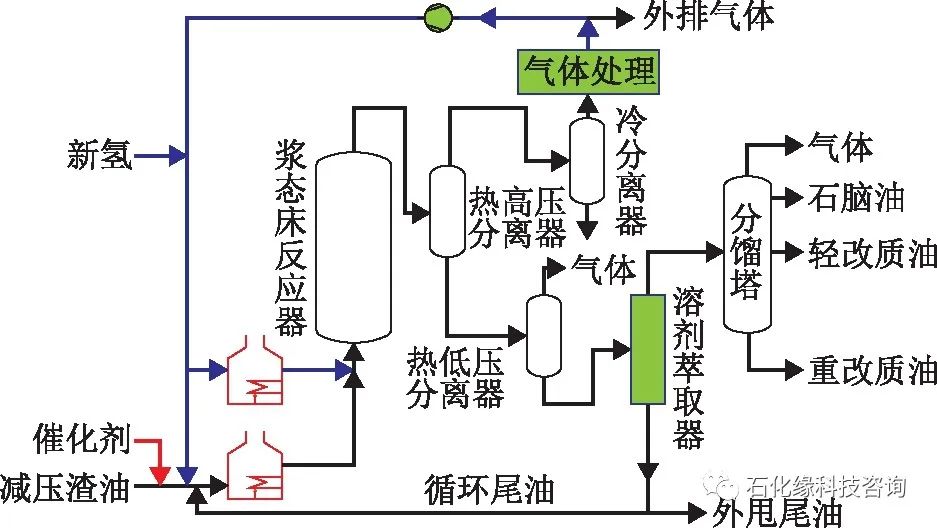
图6 RMAC工艺流程
该技术采用有机金属复合添加剂作为催化剂前身物,具有较好的活性,在以劣质的塔河渣油为原料的小型和中型试验中,渣油裂化率为85.2%,脱金属率达到90%以上[25-26]。
2、浆态床渣油加氢技术特点对比及技术难点分析
上述浆态床渣油加氢技术的特点及主要技术指标比较如表1所示。
表1 不同浆态床渣油加氢技术的特点及主要技术指标比较
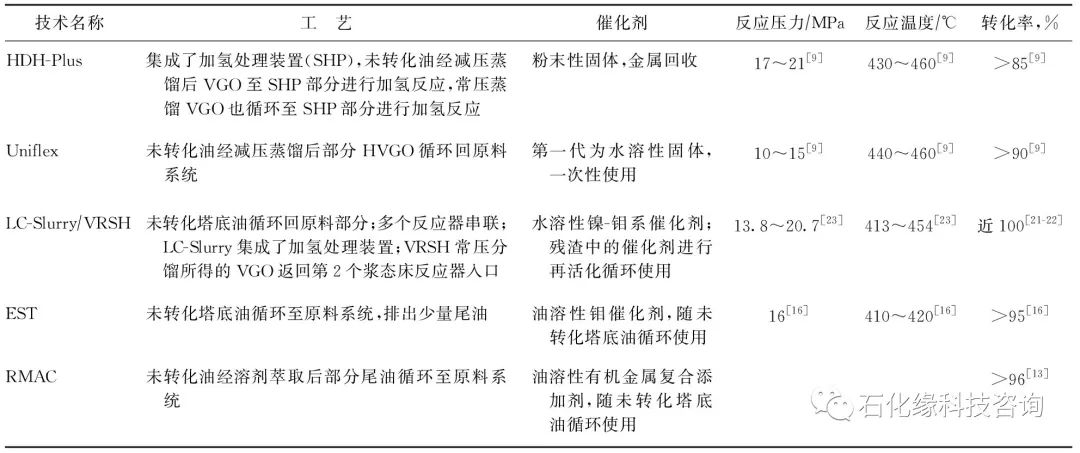
由表1可见,LC-Slurry,VRSH,EST,RMAC技术的未转化塔底油循环回原料系统;Uniflex技术的减压塔所得的HVGO循环回原料系统,VRSH技术的常压分馏所得的VGO返回第2个浆态床反应器入口;HDH-Plus和LC-Slurry技术均集成了加氢处理装置,HDH-Plus技术常压蒸馏所得的VGO循环回加氢处理装置。
从各项技术所采用的催化剂来看,HDH-Plus技术采用廉价的粉末型固体、但消耗量大;LC-Slurry和VRSH技术采用水溶性金属催化剂、回收外甩尾油中的金属循环使用;EST和RMAC技术采用油溶性的金属催化剂,且混在未转化循环尾油的大部分催化剂可以循环使用;Uniflex技术第一代催化剂也采用廉价的水溶性金属,一次性使用,其第二代催化剂特点未见公开报道。
由表1的主要技术指标可以看出,除RMAC技术的反应压力和反应温度未见公开报道外,其余技术的反应压力范围为9~25 MPa,其中HDH-Plus反应压力相对较高,Uniflex、EST技术的反应压力相对较低;浆态床反应器的温度范围为410~485 ℃,EST技术反应器温度相对较低,从公开的转化率数据对比来看,LC-Slurry,VRSH,EST,RMAC反应器温度较高。
经过几十年的研发,规模较小的浆态床渣油加氢装置的工业应用近年来也日益增多,但百万吨级以上且能够长周期运行的工业化装置较少,主要存在以下技术难点:
(1)浆态床反应过程中,减压渣油的转化是从热反应通过C—C键断裂产生烃自由基开始,催化剂活性金属带有的电子对将氢气分解为自由基,烃自由基经催化剂孔道扩散到活性中心与氢自由基结合,反应生成小分子烃。浆态床反应器中的温度较高,如果催化剂分散不均匀,在无催化剂的部位烃自由基之间会很快结合生成焦炭。
(2)浆态床反应过程中,催化剂具有促进大分子裂解和抑制生焦的双重功能,催化剂还是焦炭及金属沉积的载体,同时也应考虑大规模工业化后催化剂的成本,催化剂的开发难度较高。
(3)渣油原料是相对稳定的胶体结构,渣油中的芳烃(特别是胶质)是溶解沥青质的较好溶剂。渣油加氢反应过程中,沥青质转化速率较胶质组分加氢裂化速率低,随着胶质组分的减少,胶质作为溶剂的作用变小,使胶体间溶解平衡被打破,出现沥青质絮凝,产生沉渣;另一方面沥青质的脱烷基使得其溶解性也降低,进一步促进沥青质沉淀[4]。这种情况不仅会发生在反应器中,也会发生在装置的后部设备及管道中。
(4)浆态床渣油加氢装置处理含有固体颗粒物的流体,反应温度及反应压力高,对设备及控制系统等工程技术的要求更高。
(5)浆态床渣油加氢过程中会排出少量未转化尾油,在环保法规日益严格的情况下,性质较差的尾油处理是一个难题。
3、浆态床渣油加氢技术展望
据文献[23]报道,无论原油价格是否高于50美元/bbl,浆态床渣油加氢技术的利润净现值与内部收益率均高于沸腾床渣油加氢技术;而当原油价格高于50美元/bbl时,浆态床渣油加氢技术的净现值与内部收益率均优于焦化技术。对于更劣质的渣油,当原油价格高于80美元/bbl时,浆态床渣油加氢工艺方案的效益优于固定床渣油加氢和沸腾床渣油加氢工艺方案[27]。由此可见,原油价格较高时,浆态床渣油加氢技术的经济性非常明显。
浆态床渣油加氢技术虽然存在一定的难点,但在高油价时代必将迎来新的发展机遇。为了实现浆态床渣油加氢技术经济、安全及长周期高效运行,需要在以下几个方面开展相应的研发工作。
3.1 工 艺
对于浆态床工艺开发,主要聚焦如下问题:①浆态床渣油加氢工艺加工的原料较劣质,沥青质、金属含量均较高,需要强化反应过程中沥青质的转化,保持反应生成物的稳定性,同时需要减少过程炭的生成及沉积,确保工艺运行的稳定性;②由于浆态床渣油加氢反应主要为临氢热裂化反应,需要优化反应工艺条件与催化剂浓度的匹配,减少副反应的发生;③由于环保以及可持续发展的要求,针对不同工艺需要开发相应的尾渣处理、催化剂循环利用及金属回收的技术。
3.2 工 程
对于浆态床工程开发,主要需要解决如下问题:①反应器结构的优化及反应器的工程放大,浆态床反应器为浆态床渣油加氢的核心设备,需要解决反应过程中的高效传质与高效传热,为临氢热裂化反应提供一个稳定的平台;②装置的工程放大问题,由于浆态床装置于高温、高压工况下运行,且物料中含有固体,相关设备的大型化、含固物料的输送、管道的磨损均是装置大型化需要面对的挑战。
3.3 催化剂
对于浆态床催化剂,主要从功能方面开展研发:①开发不同转化深度的浆态床工艺,需要根据目标转化深度、不同产品需求,选择加氢活性较弱或较强的活性金属开发不同的催化剂;②浆态床渣油加氢过程中,催化剂所起的一个重要作用是为金属和焦炭的沉积提供场所,具有更大比表面积的化合物或混合物将成为浆态床渣油加氢催化剂的主要选择;③由于渣油中的多环芳烃较多,随着油品需求下降、化工品需求增加,开发渣油生产化工品的浆态床相关工艺时,催化剂需要增强芳烃饱和及开环的能力,由于多环芳烃转化时多环中的第一个环加氢饱和较容易,多环中的第二个、第三个及以上的环加氢转化非常困难,渣油深度转化需要使用具有一定裂化性能的催化剂,因此,具有一定酸性的催化剂或将是浆态床渣油加氢催化剂的选择[19];④浆态床中催化剂的选择需要注重其经济性,需要开发低成本、具有适宜加氢活性的催化剂。
4、结 语
浆态床渣油加氢技术可以加工劣质渣油,转化率高,国内外已开发多种浆态床渣油加氢技术,有的技术已实现了工业化和大型化。在原油日趋劣质化和重质化的背景下,浆态床渣油加氢技术将迎来新的发展机遇,同时又会面临新的挑战,需要在浆态床渣油加氢工艺、工程以及催化剂等方面进一步加强研发,确保浆态床渣油加氢技术经济、安全及长周期高效运行,为炼化企业带来可靠的技术支撑。


