











摘要:“双碳”背景下,炼油厂的氢气平衡面临重构,开发推广节氢型工艺日益重要。节氢型工艺技术可以是依靠催化剂或工艺进步,提升传统加氢工艺氢气利用效率,减少氢耗;也可以是采用变革性替代工艺,大幅度降低氢耗甚至不消耗氢气。综述了各类节氢型工艺的特点:与传统生产过程相比,石脑油吸附分离工艺通过非加氢过程获取优质乙烯原料,减少氢耗;S Zorb工艺显著降低氢耗;喷气燃料液相加氢技术、柴油液相加氢技术取消了循环氢流程;柴油低氢耗高效改质技术、柴油吸附分离技术减少了氢耗;钠法脱硫技术在低氢耗条件下能得到理想的脱硫效果;微界面强化技术在提高加氢过程传质效率、减少氢气循环方面取得了良好效果。某炼油厂采用S Zorb工艺技术替代汽油选择性加氢工艺后,制氢装置产氢负荷由12.80 kt/a下降至5.73 kt/a。
关键词:节氢 炼油 石脑油 汽油 喷气燃料 柴油 重质原料油 微界面强化
为顺应全球绿色低碳发展趋势,我国提出了二氧化碳排放力争于2030年前达峰,2060年前实现碳中和[1]。当前,石油和化学工业全行业二氧化碳排放量占全国碳排放总量的13%,减排任务十分艰巨[2]。炼油厂加氢技术为我国能源安全、油品质量升级做出了重要贡献。随着能源结构调整、“双碳”目标提出,部分传统的加氢工艺技术面临变革性核心技术替代,开发和推广节氢型工艺技术、提高加氢工艺技术氢气利用效率、降低用氢成本日益重要。文中简要描述了传统炼油厂加氢工艺面临的挑战,综述了各类节氢型工艺技术进展及应用案例,以期对我国炼油厂“双碳”背景下节氢型工艺技术开发、应用提供借鉴与参考。
1.传统炼油厂加氢工艺面临的挑战
炼油技术经过150多年的发展,已形成了完整的技术体系。加氢工艺于20世纪50年代逐步工业化,包括各类的加氢精制、加氢处理及加氢裂化工艺,在重油加工、油品质量升级、炼油向化工转型[3]等方面起到了重要作用,大幅度提高了生产过程原子经济性。
近年来,随着市场需求变化、“双碳”目标要求、新能源崛起,石油炼制行业面临更多的挑战。一方面,我国柴油需求已达峰,汽油及成品油总需求即将达峰,化工产品市场具有较大潜力,炼油产品结构调整迫在眉睫,生产实践中大力实施“油转化”“油产化”“油转特”等生产结构调整;另一方面,“双碳目标”要求炼油生产采用更洁净、更绿色的技术路线。为了应对这些挑战,氢能的作用不可低估。
炼油氢产业链发展的关键在于低碳和低成本,需要落实到氢气生产、储运和应用各环节。对于各类用氢工艺来说,在保证目标产品质量的前提下,如何进一步提升氢气利用效率、节约用氢,或采用变革性工艺技术替代传统加氢工艺,是新时期加氢工艺技术面临的一个重要课题。
2.节氢型工艺技术进展
2.1 石脑油吸附分离工艺
石脑油主要由正构烷烃、异构烷烃、环烷烃和芳烃构成,如何高效利用有限的石脑油资源,日益受到炼油化工一体化企业的重视,多采用“宜芳则芳、宜烯则烯”的原则。正异构烷烃分离技术能将石脑油中丰富的正构烷烃资源分离出来作为优质乙烯原料,一定程度上减缓了炼油厂通过加氢转化途径获取乙烯原料的压力,减少全厂氢耗。代表性技术有美国UOP公司的MaxEne工艺、Isosiv工艺以及中国石化开发的汽油轻馏分优化利用工艺和华东理工大学的固定床双塔并联石脑油吸附分离工艺等。
MaxEne工艺采用吸附分离装置从全馏分石脑油(C6~C12)中分离出正构烷烃:抽出物为浓缩的正构烷烃,送入蒸汽裂解制乙烯装置中,可使乙烯质量收率提高超过30%,丙烯收率基本不变;抽余物为芳烃、环烷烃、异构烷烃组分,辛烷值提高超过6%,去催化重整装置进一步加工时可大幅度提高重整反应效率,亦可直接调合汽油。UOP公司与中国石化合作建设的1.2 Mt/a石脑油吸附分离装置,已于2012年投产[4]。
Isosiv工艺是UOP公司以轻石脑油馏分(C4~C7)为原料的正异构烷烃吸附分离工艺,分离得到的正构烷烃再经过精馏,获得的单体正构烷烃可作为特殊溶剂。与原料相比,吸余油的辛烷值可提高超过15单位,可直接调合汽油。
中国石化开发了模拟移动床吸附分离工艺,将C5/C6饱和烃进行分离,已经在中国石化某企业成功应用。所得异构烃的研究法辛烷值可达87以上,正构烃经分馏后,可得到纯度99.5%以上的医药级正己烷溶剂。
华东理工大学采用5A分子筛固定床双塔并联吸附分离工艺[5],在常压以及250~300 ℃ 的条件下操作,可实现石脑油组分的高效分离,脱附油中正构烷烃的质量分数大于95%,吸余油中非正构烷烃的质量分数大于95%。目前,该工艺已完成千吨级中试。
2.2 石脑油吸附分离工艺
对于传统汽油加氢脱硫工艺,硫化物中的C-S键在催化剂的作用下被破坏,硫原子被释放出来,然后与氢气结合生成硫化氢。而S Zorb催化裂化汽油脱硫技术依托反应吸附脱硫机理,氧化锌提供了高硫容量,是吸附剂的主要成分,镍促进了硫化物的分解,三氧化二铝和二氧化硅可用于提高机械强度和耐磨性[6]。S Zorb技术除了具有脱硫率高、能耗低、产品辛烷值损失小等优势外,该工艺对循环氢的纯度要求较低(体积分数不小于75%),对新氢纯度要求也较低,可以直接使用重整氢或临氢装置排放氢,可节约高纯度氢[7]。由于反应过程中氢气的作用机理有差异,与加氢技术相比,S Zorb氢耗更低。
2.3 喷气燃料液相加氢技术
液相加氢技术无需氢气循环使用,反应器中液相为连续相,气相溶解在液体中,靠溶解氢参与反应。与传统滴流床加氢技术相比,大幅度降低了装置投资、能耗及氢耗。国内具有代表性的技术有中国石化液相喷气燃料加氢工艺[8]、中国石油无循环上流式液相喷气燃料加氢工艺(C-NUM)[9]、管式液相喷气燃料加氢工艺[10]等。
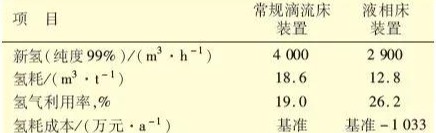
某1.9 Mt/a常规滴流床喷气燃料加氢装置与某1.9 Mt/a液相喷气燃料加氢装置氢耗对比见表1[11]。由表1可知,常规滴流床装置氢气利用率只有19.0%。液相加氢工艺较常规滴流床工艺每吨原料油节省氢气5.8 m3,氢气按1.05万元/t计,每吨原料油氢耗成本降低约5.4元,每年氢耗成本降低1 033万元。
表1 氢耗对比
2.4 柴油加氢技术
2.4.1 柴油液相加氢技术
美国杜邦公司IsoTherming液相加氢技术采用反应器顶部进料,催化剂床层补氢,产品循环辅助供氢的工艺流程,循环油泵选用屏蔽泵,无器外溶氢器。自2011年起,该技术已在中化泉州石化[12]、金澳科技(湖北)化工[13]和中国石油长庆石化进行了工业化应用。
国内柴油液相加氢的开发十分活跃。已实现工业化的柴油液相加氢技术有中国石化液相循环柴油加氢(SRH)技术、中国石化连续柴油液相加氢(SLHT)技术、中国石化管式液相加氢(CLTH)技术等,取得了良好的工业应用业绩,投资费用、运行费用、氢耗均明显好于传统工艺技术[10]429。
2.4.2 柴油低氢耗高效改质生产乙烯原料技术
基于烃类分子渐次裂化的理念,中国石化开发了高活性加氢精制催化剂以及高环状烃选择性加氢裂化催化剂,级配装填于现有中压柴油加氢装置,可以将柴油馏分转化为优质乙烯裂解原料。该技术可满足炼油厂增产乙烯原料、压减柴油的生产需求,与常规加氢裂化生产乙烯原料技术相比,该技术化学氢耗可降低20%以上。
该技术已于某公司成功工业应用,运行结果见表2~3。由表2可知,在精制体积空速1.4 h-1、裂化体积空速6.9 h-1、反应温度345.1 ℃、转化率接近10%的条件下,化学氢耗0.7%,未转化油的芳烃指数BMCI值较原料降低5单位。由表3可知,未转化油作为乙烯装置原料时,乙烯收率增加1.20百分点,丙烯收率增加1.30百分点,而甲基萘收率则降低5.70百分点。
表2 某1.2 Mt/a柴油加氢装置运行结果
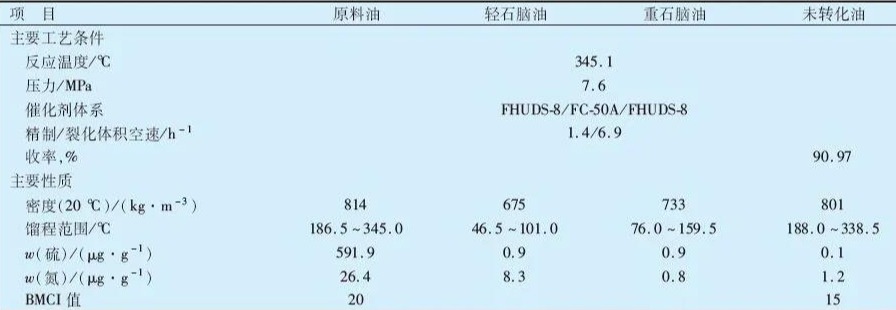
表3 某50 t/h乙烯裂解装置工业应用结果

2.5 柴油分离技术
炼油厂柴油馏分中含有丰富的链烷烃和芳烃资源。若能将其中各组分进行分离,链烷烃组分用作乙烯蒸汽裂解原料或催化裂解增产低碳烯烃的原料,分离出的环烷烃、芳烃组分经过加氢处理用作催化重整原料,则不仅可实现柴油组分的分类管理,还可减少炼油厂“油转化”过程的氢耗。
国内外研究者通过采用溶剂抽提[14]、离子液抽提等工艺,进行催化裂化柴油芳烃分离。中国石化利用溶剂抽提方法可以选择性分离芳烃,下一步继续将单环、双环和三环芳烃进行分离,促进催化裂化柴油高芳烃组分的高价值利用;石河子大学研究团队在催化裂化柴油离子液抽提分离芳烃方面也取得了一定进展[15]。
中国海油开发的柴油吸附分离技术采用模拟移动床吸附分离工艺[16],可对劣质柴油等油品中的重烃馏分进行分子层面族组成高纯度“分类归集”,避免优质组分损失。2020年7月在山东省滨州市400 kt/a柴油吸附分离工业装置首次成功应用,其非芳组分芳烃质量分数低于2%、重质芳烃组分芳烃质量分数高于98%。该非芳柴油组分作为蒸汽裂解原料时,三烯收率可提升20%,焦油产量降低60%,裂解炉结焦速率降低40%,总体裂解性能优于全馏分石脑油[17]。
2.6 钠法脱硫技术
钠法脱硫技术可将重质原料油的硫质量分数降低至0.1%以下,其工艺原理及经济性具有独特优势,氢耗较低,已引起广泛关注。在国外已有钠法脱硫技术的中试实验装置,国内也有相关技术研究,该工艺是较有前景的重质原料油脱硫技术[18]。
R.Bearden使用熔融态单质钠,在400 ℃、氢气分压10~20 MPa条件下,将萨法尼亚原油的硫质量分数由3.91%降低至0.20%。Field Upgrading公司设计并建造了加工量为1 590 L/d的钠法脱硫中试实验装置。
中国石化建立了钠法脱硫实验平台,从基础理论研究、实验研究等方面已开展了相关工作。单质钠与重质原料油中有机硫化物进行反应,可将原料油的硫含量大幅度降低,直接满足国际海事组织IMO排放控制区内的船用残渣型燃料油硫含量控制指标。
2.7 微界面强化传质技术
微界面强化反应技术主要利用微米级高能气、液涡流能量转换原理,将气液、气液液、气液固界面的几何尺度由毫-厘米级高效调控为微米级,在数量级上大幅度提高了相界面积(传统技术:50~600 m2/m3;微界面强化技术:5 000~20 000 m2/m3)和质能传递效率,使化学生产过程的效率成倍提升、能耗和物耗大幅度下降、安全环保性能得到本质改善[19]。
微界面强化传质技术用于柴油加氢精制反应系统[20],特点是通过破碎氢气气体使其形成微米尺度的微气泡,微气泡与柴油混合形成乳化液,以增大气液两相的相间面积,并达到在较低预设范围内强化传质的效果,在保证反应效率的同时,能够使反应过程的压力降低10%~80%。某公司与4家石化企业签署项目合作合同与协议,其中包括将该技术推广应用于柴油加氢精制[21-22]。此外,华东理工大学分形气泡技术已经在中国石化某公司2.6 Mt/a柴油加氢装置成功应用,取得了良好效果。
3.案例研究及分析
3.1 生产现状
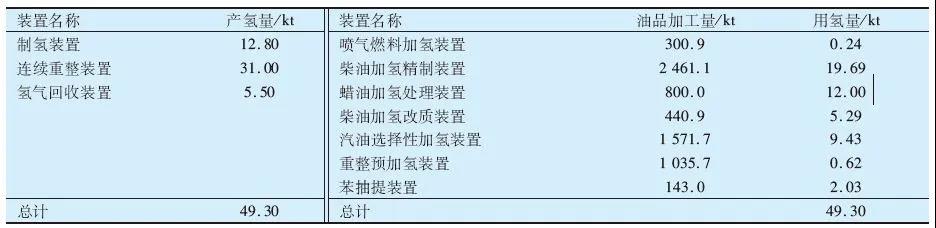
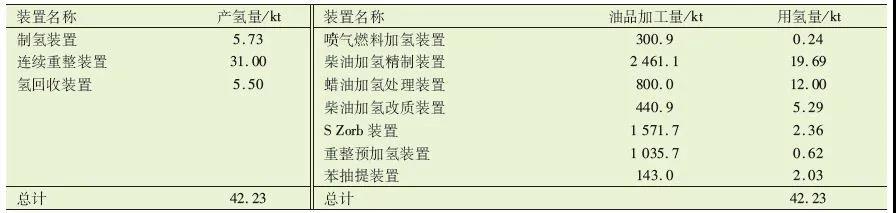
以M炼油厂为例,全厂一次加工能力为6.5Mt/a,采用常减压蒸馏-延迟焦化的重油加工路线,主要生产汽油、柴油等产品,加工流程见图1。该炼油厂以重整副产氢气和制氢装置产氢为主要氢气来源,辅助以氢气回收装置,主要用氢装置有柴油加氢精制装置、蜡油加氢处理装置、柴油加氢改质装置等。全厂氢气资源平衡见表4。
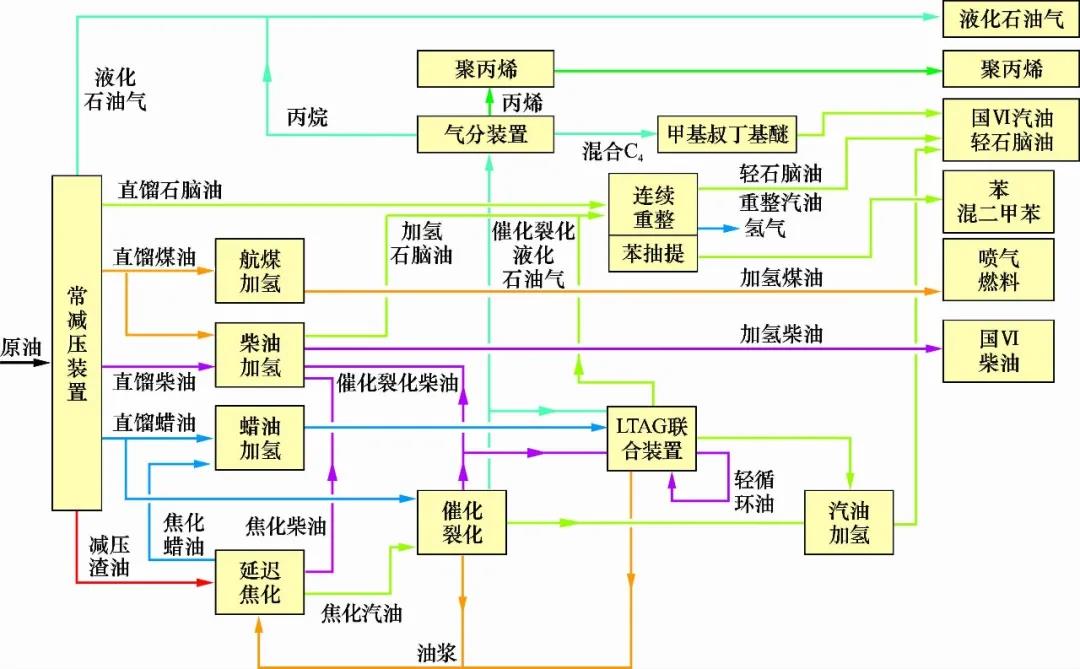
图1 M炼油厂加工流程(基准)
表4 全厂氢气资源平衡(基准)
3.2 采用节氢型工艺
以S Zorb技术替代炼油厂原有的催化裂化汽油选择性加氢技术,加工流程见图2,全厂氢气资源平衡见表5。与原技术相比,采用S Zorb技术后,催化裂化汽油加氢处理用氢量降低,全厂制氢装置产氢负荷由12.80 kt/a降至5.73 kt/a。
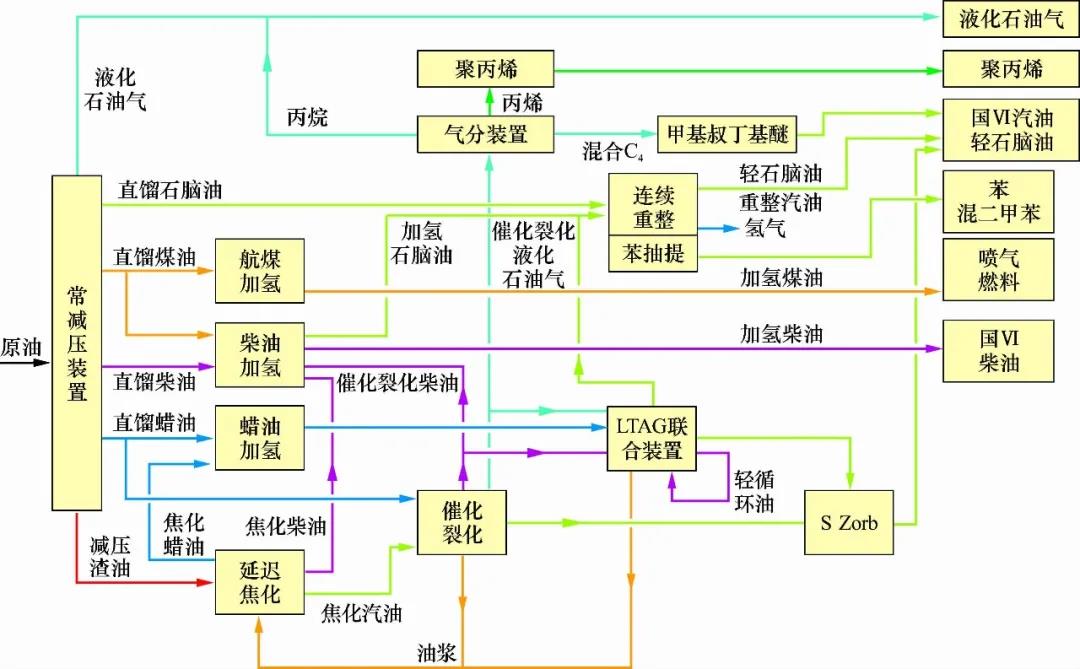
图2 采用S Zorb技术的加工流程
表5 采用S Zorb技术的全厂氢气资源平衡
4.结论
(1)在能源结构转型、“双碳”目标背景下,开发、应用节氢型工艺技术是炼油厂加氢工艺技术面临的重要课题之一。
(2)节氢型加工工艺主要包括两方面内容:一方面是依靠催化剂或工艺进步,提升传统加氢工艺氢气利用效率,减少装置氢耗;另一方面是采用变革性工艺替代传统加氢过程,大幅度降低氢耗直至不消耗氢气。
(3)S Zorb技术替代催化裂化汽油选择性加氢技术,与传统加氢过程相比,装置氢耗显著降低,减少了对化石能源制氢的需求。
(4)时代呼唤用氢效率更高的节氢型工艺技术,促进加氢过程“靶向加氢”,为实现“双碳”目标做出更大贡献。
参考文献
[1]苗安康,袁越,吴涵,等.“双碳”目标下绿色氢能技术发展现状与趋势研究[J].分布式能源,2021,6(4):15-23.
[2]杜泽学,黄顺贤,曹东学.石化低碳转型发展绿氢的挑战与建议[J].石油学报(石油加工),2021,37(6):1452-1460.
[3]彭冲,黄新露,牛世坤,等.中国炼油加氢催化过程强化技术进展[J].化工进展,2020,39(12):4837-844.
[4]朱厚兴,宋爱萍,王新平.石脑油分离技术进展与应用前景探讨[J].石油规划设计,2014,25(6):9-12.
[5]曹昕,刘纪昌,沈本贤,等.固定床双塔并联吸附分离石脑油中正构烷烃[J].石油炼制与化工,2013,44(4):45-50.
[6]李双林,魏民,王海彦.S Zorb反应吸附脱硫技术的研究进展[J].石油化工高等学校学报,2020,33(6):19-25.
[7]刘传勤.S Zorb清洁汽油生产新技术[J].齐鲁石油化工,2012,40(1):14-17.
[8]郭守权,代萌.低能耗航煤液相加氢装置改造总结[J].炼油技术与工程,2021,51(6):1-4.
[9]李天明,李俊奎,高青松,等.无循环上流式液相航空煤油加氢技术工业应用[J].石化技术与应用,2021,39(5):342-347.
[10]马守涛,梁宇,郭见芳,等.液相加氢技术进展[J].石化技术与应用,2019,37(6):428-432.
[11]沈文丽,张旭,范传宏,等.液相加氢技术在航煤装置中应用探讨[J].炼油技术与工程,2020,50(12):18-20.
[12]纪怀玺.3.75Mt/a柴油液相加氢精制装置运行问题及对策[J].炼油技术与工程,2017,47(10):30-33.
[13]谢海群,冯忠伟.液相加氢技术应用现状分析[J].炼油与化工,2015,26(5):5-7.
[14]边超.催化裂化柴油抽提芳烃工艺研究[D].天津:河北工业大学,2016.
[15]刘剑.柴油脱芳烃技术研究进展[J].精细石油化工进展,2018,19(6):38-41.
[16]赵闯,臧甲忠,李滨,等.一种用于柴油多组分吸附分离的方法:109022020A[P].2018-12-18.
[17]中国石油二〇二〇年十大科技进展[N].中国石油报,2021-01-22(3).
[18]马锐,宋永一,张庆军,等.船用残渣型燃料油脱硫技术进展[J].石油化工高等学校学报,2021,34(1):15-20.
[19]成果推广:精细化工领域“微界面强化反应技术”应用[EB/OL].(2020-02-17)[2022-01-06]. https://www.sohu.com/a/373738836_99896823.
[20]张志炳,周政,王宝荣,等.一种微界面强化柴油加氢精制反应系统及方法:111359542A[P].2020-07-03.
[21]江苏省科学技术厅.“微界面强化反应技术”助力我省化工产业转型升级[EB/OL].(2020-10-12)[2022-01-06]. http://kxjst.jiangsu.gov.cn/art/2020/10/12/art_82536_9887282.html.
[22]南京市栖霞区人民政府.金陵分公司II柴油加氢装置微界面反应强化技术工业试验征求意见稿公示[EB/OL].(2021-06-09)[2022-01-06].
http://www.njqxq.gov.cn/sjb2018/qxzx/gsgg/202106/t20210609_2964497.html


