











摘要:以某酸性气处理量为184.4 kt/a(以硫计)的10 Mt/a炼化一体化项目为例,综合比较了规划的硫回收装置和所选工艺技术路线,分别从投资、占地、公用工程消耗、能耗、年产值以及三废排放量等几个方面来阐述各自的特点及优势。结果表明:不同的硫回收工艺路线,总硫回收均达到了99.95%以上,能同时满足开停工和原料波动期间的环保要求;3.5 MPa蒸汽产量可达182 t/h,可以作为炼油厂蒸汽平衡的主要补充来源;硫酸装置的年产值可达硫磺装置的2倍,经济效益可观,但硫酸装置的投资较硫磺装置偏高。通过综合比较,规划硫酸装置较硫磺装置优势明显,但企业应综合考虑自身的产品结构、投资水平、周边硫酸市场容量等因素,规划适当的硫回收装置。
关键词:大型炼油厂 硫回收装置 硫磺 硫酸 组合工艺
目前国内加工的原油含硫量一般在3%(质量分数)以下,其中95%以上通过硫回收装置得到回收,其余的或分布于各产品中,或以SO2形式排放至大气中,或以废渣或废水形式进入周围环境[1-2]。硫主要以H2S形式进入硫回收装置,根据工艺路线不同,硫回收的工艺技术主要有酸性气制硫磺、酸性气制硫酸、酸性气制SO2、酸性气制SO3、酸性气制亚硫酸铵、酸性气制NaHS、酸性气制硫脲等[3]。近年来,SO2排放要求越来越严格,GB 31570—2015《石油炼制工业污染物排放标准》规定酸性气回收装置排放烟气中SO2质量浓度一般地区不大于400 mg/m3,特殊地区不大于100 mg/m3,部分省市要求排放烟气中SO2质量浓度不得高于50 mg/m3,甚至35 mg/m3,同时要求开停工期间排放也不允许超标,这对硫磺回收尾气处理工艺提出了更高的要求。
1、硫磺生产工艺
硫磺生产工艺可分为湿法和干法两种。湿法工艺一般以碱性溶液为吸收剂,吸收的H2S或其他酸性成分在催化剂作用下氧化生成硫磺,比较有代表性的有栲胶法、LO-Cat法和Sulferox法等。湿法工艺几乎可以完全脱除H2S,但硫磺产品为暗硫,其纯度低、颜色暗、销售价格低,装置运行费用高、劳动强度大、工作环境差,已很少采用[4]。干法工艺基本是在Claus技术基础上发展起来的,主要有加拿大Delta公司的MCRC法、德国鲁奇公司的Sulfreen法、德国林德公司的Clinsulf法、荷兰Comprimo公司的SuperClaus法等[5]。受热力学平衡限制,Claus部分的硫回收率最高只能达到97%[6],为提高硫回收硫率,同时满足环境保护要求,需配置适当的尾气处理设施。
2、硫酸生产工艺
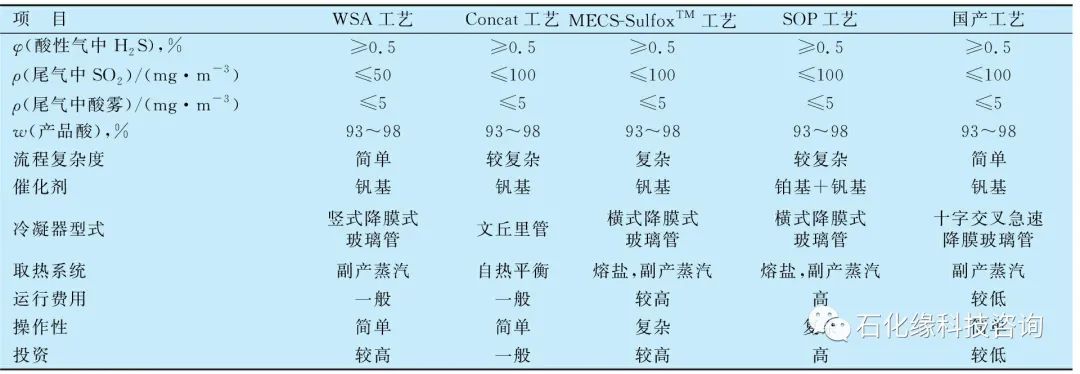
以硫酸为产品的工艺技术主要有湿接触法与干接触法。湿接触法是将酸性气中H2S完全燃烧生成SO2,经催化转化生成SO3后和携带的水蒸气进入冷凝器直接水合冷凝成浓硫酸。该法可用于处理含H2S气体、低浓度SO2烟气和含硫废水焚烧气[7]。代表性的技术有丹麦托普索公司的WSA工艺、德国鲁奇公司Concat工艺、孟莫克与奥地利KVT公司合作开发的MECS-SulfoxTM工艺、奥地利P&P公司的SOP工艺等。干接触法是将酸性气中H2S完全燃烧生成SO2后,经洗涤除尘、干燥、催化转化、两级吸收等步骤生成浓硫酸。国内企业也先后开发了具有自主产权的国产化湿法或半干法制硫酸工艺技术。表1为几种技术对比,由表1可见,WSA工艺虽投资较高,但硫回收效果最好(尾气中SO2质量浓度可低于50 mg/m3),且流程简单、操作容易。
表1 酸性气制硫酸工艺技术对比
3、组合工艺路线
3.1 同时设置硫磺装置和硫酸装置
炼油厂仅设置硫磺回收装置或硫酸装置,产品结构单一,缺乏市场应变能力。近年来,随着炼化一体化项目的增多,企业在规划总流程时,根据下游装置对硫酸的需求,开始同时设置硫磺回收装置和硫酸装置。二者互为备用,在满足全厂酸性气处理的同时,也可以满足全厂硫酸用户的需求,不需再额外规划硫磺制硫酸装置或外购硫酸,操作灵活,节省投资。
华陆工程科技有限责任公司于2018年开发了一种处理含H2S酸性气同时制取硫酸和硫磺的联合工艺[8],适用于各种不同组成的酸性气的净化处理,可在一套硫回收装置中同时生产高品质硫磺和硫酸。企业可根据酸性气组成、产品价格、区域需求,灵活选用工艺流程,大规模地节省投资。中石化广州工程有限公司于2019年开发了一种硫磺回收Claus尾气处理方法及装置[9],在硫磺回收装置Claus制硫工艺之后,采用湿接触法制酸工艺取代传统的还原-吸收尾气处理工艺,生成质量分数93%~98%的商品级浓硫酸,少量的浓硫酸可直接送至酸性气燃烧炉裂解处理,或送至装置外或者制成硫铵出厂,而不产生废水,在实现较高的总硫回收率的同时,满足开停工时的环保排放要求。该方案既适用于新建项目,也适用于技术升级改造项目。
3.2 与烷基化装置结
硫酸烷基化工艺采用质量分数98%以上的浓硫酸为催化剂,产生的废硫酸通过裂解再生循环利用,但是由于损耗,一般采用清洁酸性气外补损耗的硫元素。
中国石油集团东北炼化工程有限公司葫芦岛设计院公开了一种硫磺回收与烷基化废酸联合处理清洁生产的实用新型专利[10],将Claus尾气充分燃烧,硫化物全部转化成SO2,再经双氧水洗涤生成稀硫酸,送至烷基化废硫酸再生装置。该方法一方面可补充酸损失,另一方面可调节废酸黏度、提高雾化效果、提高转化率、防止喷枪堵塞,同时大大简化硫磺回收尾气处理部分,节省占地面积和投资。采用双氧水洗涤Claus尾气,尾气中污染物排放浓度在满足GB 31570—2015中特别排放限值的同时可减少废液排放,是一种环保高效的组合工艺。
烷基化装置配套的硫酸再生装置建设投资占比较高,一般可达整个烷基化装置的30%~50%。部分小型炼油厂为节省投资,外购新酸而将废硫酸外委处理。外委处理每吨废硫酸的成本在2 000~4 000元,费用较高,因此,对于没有硫酸再生单元的企业或可将该部分废硫酸送至硫酸或硫磺装置处理。
中国石油化工股份有限公司齐鲁研究院开发了一种烷基化废硫酸处理装置和方法[11]。其将烷基化装置产生的废硫酸雾化后通过专用喷枪送入Claus制硫炉生成硫磺,回收硫资源。对于新建烷基化装置,可依托现有硫磺装置处理废硫酸,不需要单独建立废酸回收装置,节约投资。
3.3 其 他
随着炼化一体化项目的深入融合,化工板块用来配套处理丙烯腈装置废硫铵溶液和甲基丙烯酸甲酯装置废酸的废硫酸再生装置(SAR),也逐渐被用来处理炼油厂板块的酸性气和烷基化废酸,产品为98%以上的浓硫酸。在满足上游装置回用的同时,剩余部分可作为商品硫酸出售。SAR装置的应用既解决了厂内的废酸液处理问题,又可有效回收利用硫资源,同时可以与硫磺装置互为备用。充分整合企业内涉硫处理装置,将会是未来炼化一体化项目硫回收技术的发展趋势。
4、工艺路线对比
以某10 Mt/a炼化一体化项目为例,其酸性气处理量为184.4 kt/a(以硫计),原料酸性气组成见表2。根据总流程制定了4种方案。方案一:两级Claus+加氢还原尾气处理工艺技术,设有独立溶剂再生,同时设有烟气后碱洗(不含消白烟),产品为硫磺。方案二:两级Claus+可再生胺法尾气处理工艺技术(不含消白烟),设有溶剂再生,硫磺装置规模为3×100 kt/a,产品为硫磺。方案三:硫磺-硫酸联合,采用两级Claus回收硫磺,Claus尾气送至硫酸装置,不设尾气处理设施;硫酸装置采用WSA技术,尾气处理采用双氧水洗涤工艺,装置规模为100 kt/a硫磺+2×300 kt/a硫酸,产品为硫磺+硫酸。方案四:采用WSA技术,尾气处理采用双氧水洗涤工艺,硫酸装置规模为3×300 kt/a,产品为硫酸。4种工艺技术方案的综合情况比较见表3。
表2 原料酸性气组成

表3 4种工艺技术方案综合对比
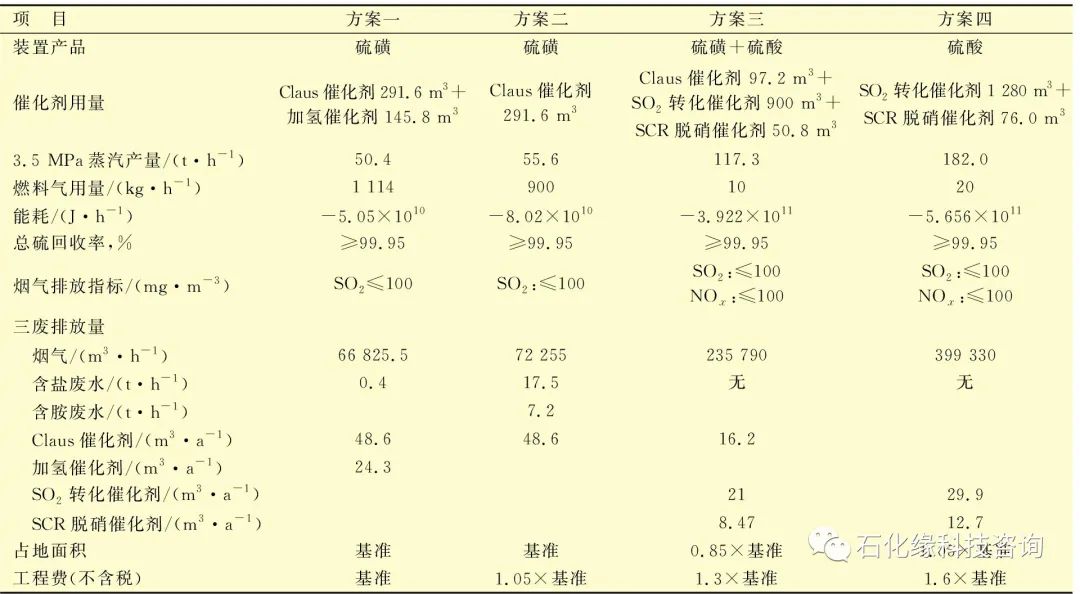
注:①燃料气用量按低热值9 500 kcal/kg估算;
②含盐废水仅指尾气碱洗后外排含盐废水;
③催化剂用量及排放为估算量;
④“-”代表产出。
从表3可以看出:① 4种技术方案总硫回收率均在99.95%以上;② 4种技术方案均能满足装置开停工期间排放限值的要求;③硫酸装置的蒸汽产量可观,全部规划硫酸装置(方案四),中压蒸汽产量可达182.0 t/h,可以作为炼油厂蒸汽平衡的主要补充来源;④硫酸装置除烘炉外,正常生产时几乎不消耗燃料气;⑤规划了硫酸装置的方案不产生废液,不存在污染转移问题;⑥全部规划硫酸装置工程费最高,主要原因是工艺包费、专利设备费、专有催化剂费用占比较高,其次是设备、管道及转动设备尺寸较硫磺装置大;⑦ 4种技术方案的占地面积差异不大,方案四占地面积稍大。
5、建议
(1)规划硫酸装置能够满足远期环保要求。选用所述的4种硫回收工艺方案,均能实现硫资源的最大回收率,且满足环保要求。酸性气制硫酸工艺一般均设有脱硝模块,根据现场装置实际运行情况,氮氧化物质量浓度一般在50 mg/m3左右。
(2)硫酸装置具有较高的经济效益。以硫酸为产品的工艺技术路线虽然工程费较硫磺高,但能够产生大量的高品质蒸汽,经济效益可观,对于蒸汽紧张或者锅炉规划受限的企业,不失为一种较好的选择。
(3)硫酸装置可以处理各种浓度的酸性气或废气。硫磺装置在处理低浓度酸性气时,诸如煤制氢酸性气、S Zorb酸性气等,需要增设额外设施,增加投资,而硫酸装置则对所处理的酸性气体或废气没有组分或浓度限制,操作灵活。浓硫酸属于极度危害介质,储存和运输要求严格,因此,企业在选择硫回收工艺时,应综合考虑全厂产品结构、周边市场以及技术性和环保指标等因素。
(4)对于新建炼化一体化项目,可以考虑组合工艺技术路线,充分整合涉硫工艺和装置,多样化产品。根据市场需求和实际生产情况,生产适当的产品,节省建设投资,优化环保装置构成。


