











主要内容:加氢裂化是近年来重质原料油加工领域发展最快的技术,在催化剂、工艺以及设备等方面都有较大进步,其中以渣油固定床加氢裂化应用最为广泛。沸腾床加氢裂化技术较为成熟,反应条件苛刻,投资较高,但由于加氢深度不够,产品只能作为下游装置的原料。悬浮床加氢裂化可处理高硫、高残炭、高金属含量等难加工原料,具有广阔的应用前景,但投资较高,百万吨级以上的大规模的工业化应用还有待突破。
关键词:重油加工;蜡油;渣油;固定床加氢裂化;沸腾床加氢裂化;悬浮床加氢裂化
重油转化从分子原理上可以分为加氢和脱碳 2种技术路线。加氢技术通过化学反应,将氢原子引入渣油的组分中,从而达到改善、改变重油性质,生产轻质油品的目的 [1-3]。渣油加氢裂化是在加热、高氢压和催化剂存在的条件下,使重油发生裂化反应,转化为气体、汽油、喷气燃料、柴油等的过程。从原料角度来说,可分为蜡油加氢裂化和渣油加氢裂化,不同原料的加工难度不一样,金属含量和残炭比较高的原料加工难度相对较大。从反应器形式来说,加氢裂化可分为固定床加氢裂化、移动床加氢裂化、沸腾床加氢裂化、悬浮床(浆态床)加氢裂化等技术。其中固定床加氢裂化应用最为广泛,可生产催化裂化原料或者低硫船用燃料油。对于难加工的原料,一般采用沸腾床或悬浮床(浆态床)加氢裂化,移动床加氢应用较少,本文暂不讨论。本文重点讨论蜡油加氢裂化、渣油加氢裂化技术(渣油固定床加氢裂化、渣油沸腾床加氢裂化)的发展现状及展望。
1 蜡油加氢裂化
1.1 国内外技术发展现状
由于原料相对较轻,蜡油加氢裂化一般采用固定床反应器。世界上第一套现代化蜡油加氢裂化装置(Socracking 工艺)于 1959 年在美国雪佛龙(Chevron)公司加州里奇蒙炼厂建成投产。此后,多个公司相继开发了自主的加氢裂化工艺,如环球油品公司(UOP)的 Lomax 加氢裂化工艺 [4],加州联合油(Unocal)公司的 Unicracking 加氢裂化工艺;海湾(GULF)研究开发公司的 H-G 加氢裂化工艺,以及壳牌(Shell)公司、法国石油研究院(IFP)、德国巴斯夫(BASF)、英国石油公司(BP)等公司的加氢裂化工艺 [5]。
自 20 世纪 50 年代起,中国针对页岩轻柴油和烟煤焦油,开发了加氢裂化工艺与相应的催化剂 [6]。20 世纪 80 年代,在原有技术的基础上成套引进国外技术、工程设计和设备,相继建设了 4 套高压加氢裂化装置 [7]。近年来,中国相继自行设计建成投产了多套高压加氢裂化装置,这些装置的工艺流程种类较多,其中主要有一段串联一次通过流程,一段串联全(或部分)循环流程等。中国加氢裂化的技术来源,主要来自中石化的抚顺石油化工研究院(FRIPP)、石油化工科学研究院(RIPP)、中石油的石油化工研究院等 。
1.2 技术特点及对比
(1)规模。蜡油加氢裂化装置的常规规模为100×104~400×104 t / a,最大规模 400×104 t / a,单系列最大规模为 220×104 t / a(国外为 325×104 t / a)。
(2)应用情况。经过几十年的发展,现代蜡油加氢裂化技术在催化剂、工艺以及设备等方面都有了较大的进步。根据原料的不同,加氢裂化技术可采用不同催化剂和操作方案,生产液化石油气、石脑油、喷气燃料、轻柴油以及润滑油料等目标产品,尾油可用作生产乙烯的原料。炼油厂可为加氢裂化技术核心设计出不同的加工流程,改变产品结构,提升产品质量,增加经济效益 [10-13]。近 20 年来,加氢裂化的增长率有明显加快的趋势。加氢裂化装置的增长速度己超过催化裂化、催化重整和热加工等二次加工装置的增长率 [14]。
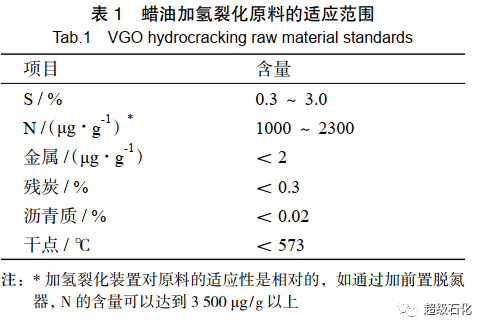
(3)原料适应性。蜡油加氢裂化装置可处理直馏蜡油、焦化蜡油等蜡油组分,原料范围要求见表 1。
(4)产品分布特点。加氢裂化装置可以说是生产产品种类最多,生产灵活性最强的炼油装置。根据产品方案的不同,不同的原料油性质,不同的催化剂类型都能产生不同的产品分布,产品收率范围波动较大。根据反应产品的目的可分为芳烃原料型、柴油型和乙烯原料型 3 种,分别主要生产重石脑油、高质量柴油和加氢尾油 。
2 渣油加氢裂化
2.1 渣油固定床加氢裂化
与沸腾床和浆态床加氢裂化不同,固定床加氢裂化是通过正碳离子的反应机理实现转化的。固定床加氢裂化一般采用 2 ~ 5 个反应器串联,针对不同原料,通过控制合理的反应条件,使之能够生产出满足下游装置的产品,该技术非常成熟。在工业应用中,为进一步延长固定床加氢装置的运行周期,在工艺上可以设置可切出的反应器,以调节压降,缓解由此引起的装置停工;也可以采用上流式工艺,采用预精制、预处理装置,减缓压降上升,延长运行周期。固定床加氢裂化装置原料的金属含量一般低于 200 μg / g,其主要目标是降低残炭、脱硫、脱金属、脱氮,以满足下游装置的要求。
2.1.1 国内外技术发展现状
渣油固定床加氢裂化技术是 20 世纪 60 年代在蜡油加氢技术的基础上发展起来的。20 世纪 60 -70 年代期间,渣油固定床加氢裂化主要是为了生产低硫燃料油(LSFO),以减少空气污染。20 世纪80 年代中期以后,燃料油的需求减少,同时对轻质车用燃料需求增加,因此,渣油固定床加氢裂化装置越来越多地用于加工含硫渣油,为下游的转化装置(如渣油催化裂化,RFCC)提供优质原料 [17]。
近年来,关键技术的成功开发使渣油固定床加氢裂化技术取得了显著进步,催化剂杂质脱除率和容金属能力明显提升,采用催化剂分级装填技术使装置实现了长周期运转。此外,高性能反应器内构件的应用显著改善了物料分布 。因工艺简单、操作方便,渣油固定床加氢裂化技术在全球的应用较为广泛。目前工业化应用较多的工艺主要包括:Chevron 公司的 VRDS / RDS技 术、UOP 公 司 的 RCD Unionfining 技 术、IFP 的Hyvahl 技 术、Shell 公 司 的 Residue hydroprocessing技术和中石化的 S-RHT 技术,其中 VRDS / RDS 的技术份额接近 50%,RCD Unionfining 达到 35%。
2.1.2 技术特点及对比
(1)规模。表 2为主要渣油固定床加氢裂化技术规模情况。其中,科威特国家石油公司得到Chevron 公司的 VRDS / RDS 技术授权,将在科威特建设全球最大的渣油加氢联合处理装置,设计能 力 为 33×104 bbl / d(约 1 584×104 t / a);IFP 的Hyvahl 技术以常压渣油(AR)为原料的单系列最大规模为 300×104 t / a,减压渣油(VR)为原料的单系列最大规模为 260×104 t / a;Shell 公司的HYCON 技术是以减压渣油为原料,只有 1 套能力为 132×104 t / a 的工业装置,而以常压渣油为原料的 LR / AR-HDS 技术,最大规模为 250×104 t / a[9]。
(2)应用情况。Chevron 公司的 VRDS / RDS 技术:Chevron 公司是全球最大的渣油加氢技术供应商。VRDS / RDS 装置 28 套,单系列规模 100×104~ 480×104 t / a。早期的 VRDS / RDS 装置主要以生产低硫燃料油为主,1983 年后的装置大部分用于RFCC 装置原料 [20]。
UOP 公 司 的 RCD Unionfining 技 术 已 授 权27 套,RCD Unionfining 工 业 装 置 规 模 为 35×104~ 370×104 t / a,其中 9 套装置加工原料油为脱沥青油(DAO),1 套加工减压渣油,其余加工常压渣油,大多数 RCD Unionfining 装置以 FCC / RFCC 原料预处理为主要目的 。
近年来,Shell 公司在固定床常压渣油加氢技术(LR / AR-HDS)方面有一定的进展,目前共有 3 套Shell 公司授权的 LR / AR-HDS 装置在运转,规模分别为 75×104 t / a、225×104 t / a 和 250×104 t / a[22]。中石化的 S-RHT 技术采用抚顺石化研究院开发的固定床渣油加氢脱硫系列催化剂及工艺和洛阳石化工程公司开发的工程技术。
(3)原料适应性。装置一般要求原料油的Ni+V ≦ 200 μg / g, 残 炭 含 量 10% ~ 20%(质 量分数) [23-24],进料泵出口物料的黏度也有一定的 限 制, 如 Hyvahl 工 艺 要 求 100 ℃ 时 的 黏 度≦ 150 mm2 / s;Chevron 公司的上流式反应器 UFR(Up Flow Reactor)技术要求原料油 100℃时的黏度> 400 mm2 / s。在加氢处理过程中 DAO 中 C7 不溶物一般要求< 0.05%(或 C5 不溶物< 0.3%),如果超过这个水平,其加氢处理过程将和渣油加氢同样困难 。

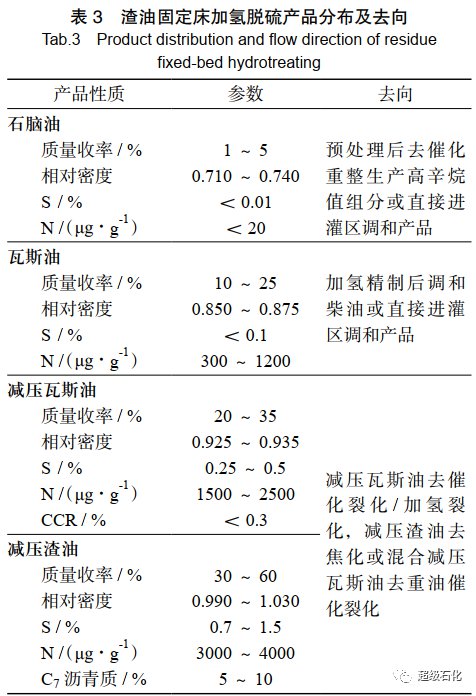
(4)产品分布特点。渣油固定床加氢裂化工艺产品质量较好,脱硫渣油可作为低硫燃料油或二次加工原料,该工艺处理萨法尼亚减渣(Safaniya VR)时的加氢产品收率及性质见表 3 。
(5)其他特点。各种渣油固定床加氢裂化技术都具有自己的技术特点和优势,下面对各自的主要特点进行对比分析。
Chevron 公司的 VRDS / RDS 技术:Chevron 公司渣油加氢工艺有 2 项特有技术,即 OCR(Onstream Catalyst Replacement)和 UFR(Up Flow Reactor)。其中,OCR 工艺使新设计的装置减小反应器体积并增加处理不同原料油的灵活性;作为已有固定床反应器的前置反应器,具有高的、稳定的脱硫金属率,可延长下游催化剂的使用寿命,使现有装置加工能力扩大和 / 或处理更劣质的渣油(Ni+V >200 μg / g)。
UOP 公司的 RCD Unionfining 技术:RCD Unionfining工业装置的反应系统采用并联的 2 个系列操作,每个系列有 4 个反应器,其中包括 1 个体积较小的保护器和 3 台主反应器串联组成;加氢尾油作为原料油过滤器的反冲洗油;分馏部分设常压分馏塔加热炉,方便开工。
IFP 的 Hyvahl 技 术:Hyvahl 技 术 的 加 氢 深度较深,主要产品为 RFCC 原料,典型的加氢脱硫率和加氢脱金属率都在 90% 以上,同时副产12% ~ 25% 的石脑油和柴油。Hyvahl 技术使用具有独特微孔结构的加氢脱金属催化剂,反应器为互换式保护反应器(PRS)。与常规的保护器相比,PRS 技术的工业装置开工率明显提高,可达 92%以上;反应系统前部的脱金属段催化剂提供了恒定的脱金属(HDM)率,从而减小了 HDS 段催化剂失活速度,同时保持 RFCC 进料金属含量基本不变;对原料油的适应性更大,若金属含量比原设计高时,可以增加保护器切换次数,而对主反应器的影响不大。
Shell 公司的 LR / AR-HDS 技术:采用料仓式移动床反应器(Bunker Reacter)作为前处理段,而且此段的操作条件比较苛刻(13.0 ~ 18.0 MPa;> 410 ℃)。正常条件下,它可以连续地加入和取出催化剂,从而维持催化剂一定的活性水平。中石化的 S-RHT 技术:应用该技术可以处理总金属含量≦ 150 μg / g、残炭≦ 18% 的各类含硫劣质重油 。
2.2 渣油沸腾床加氢裂化
沸腾床加氢裂化主要是通过高温,使重油发生裂解反应,通过自由基机理使大分子裂解成很小分子量的分子或几个自由基结合形成的其他分子,其催化剂的作用是在转化的过程中抑制焦炭的生成,使装置能够连续长周期运行。该技术也非常成熟,从 20 世纪 60 年代就已经实现工业应用,操作温度较高,可达 440 ~ 450℃,由于加氢深度不够,其产品的硫、氮含量较高,更接近于焦化装置的产品,只能作为下游装置的原料。
2.2.1 国内外技术发展现状
沸腾床加氢裂化技术是 20 世纪 60 年代末开 发成功的。该工艺采用气体、液体和催化剂颗粒返混的三相流化床反应器系统。氢气和原料油由下向上提升催化剂而使催化剂床层膨胀并保持为流化态。沸腾的催化剂床层高度可通过循环油流量来控制。
具有良好返混性能的沸腾床反应器可使反应器内的催化剂性能保持恒定,在整个运转周期里产品质量稳定。与固定床反应器系统不同,沸腾床反应器系统的运转周期与催化剂活性不是函数关系,而是由炼厂的检修计划确定的,通常为 24 ~ 36 月。在沸腾床反应器中由于存在反应物流返混,因此,加氢产品性质较固定床反应器差一些。然而,沸腾床反应器允许较高的反应温度,可加工更为劣质的原料,实现渣油的深度转化。目前,大多数工业沸腾床装置反应温度的> 538 ℃渣 油 体 积 转 化 率 为 50% ~ 75%, 脱 硫 率 达 到70% ~ 85%。由于在高转化率时有沉渣形成,导致反应器和下游设备结焦,这常常成为沸腾床装置操作的限制因素 [27]。沸腾床反应器使用条形的小颗粒催化剂,有利于反应器中的催化剂处于流化态。催化剂的活性金属组分为 Co、Mo 或 Ni、Mo。对这些催化剂的抗磨损能力要求较高,以避免使用过程中有太多的细粉生成。
沸腾床加氢裂化技术最初是由 HRI 公司与城市服务公司(CISC)合作开发的。HRI 公司从 1953年开始研发 H-Oil 工艺,并在 LakeCharles 炼油厂建成了第 1 套沸腾床加氢裂化装置,加工西德克萨斯高硫原油的渣油,生产的低硫渣油用作延迟焦化装置的进料。20 世纪 70 年代,为了进一步开发沸腾床技术,HRI 公司和 CISC 公司各自寻找新的合作伙伴继续发展。HRI 公司和德士古公司合作,形成了 H-Oil 工艺。CISC 公司与 Lummus-Crest 公司 合 作, 由 Lummus-Crest 公 司 对 LakeCharles 炼油厂的 H-Oil 装置进行技术改造(包括把外循环泵改为内循环泵),形成了 LC-Fining 工艺 [28-30]。
1995 年 HRI 公司并入法国石油研究院北美公司(Axens),Axens 投入大量资金改进 H-Oil 工艺,而LC-Fining 工艺目前归 CLG 公司(Chevron Lummus Global)所属。中石化开发的 STRONG 技术,包括具有自主知识产权的工艺、催化剂、专利设备及其内构件、加排催化剂控制系统和废催化剂处理等系列技术。
2.2.2 技术特点及对比
H-Oil 技术通常采用 2 台反应器串联,而 LCFining 则是 3 台反应器串联,其杂质脱除率更高。
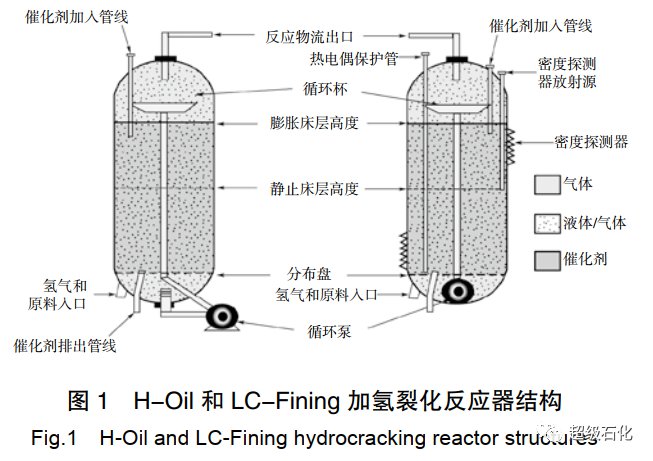
这两种工艺没有本质区别,反应器结构基本相同,均包括流体分布系统、分离循环系统和催化剂的在线加排系统,催化剂还可以互相通用(见图 1)。二者的不同之处在于,H-Oil 技术采用外置循环泵的外循环操作模式,而 LC-Fining 技术则采用内置循环泵的内循环操作模式。
STRONG 技术则使用微球催化剂,有利于流化沸腾,无需循环泵,可以采用单反应器或双反应器的灵活流程操作,投资较低、操作安全性高。表 4列出了以上 3 种工艺的技术特点和主要技术经济指标对比 [31]。
(1)规模。H-Oil 技术的工艺装置最大规模为640×104 t / a,单系列最大为 320×104 t / a,该装置于 2019 年在中国大连恒力石化建成。LC-Fining 技术的工艺装置最大规模 400×104 t / a,单系列最大规模 200×104 t / a。STRONG 技术在在金陵石化建成 5×104 t / a 工业示范装置,试验结果良好。
(2)应用情况。H-Oil 技术经过 50 多年的开发研究,在工艺、反应器设计、催化剂再生及开发新型催化剂方面取得了很大的进展,目前已建成 15套工业化装置。而 LC-Fining 工艺目前归 CLG 公司所属,在全球有 14 套装置。

(3)原料适应性。沸腾床加氢裂化原料适应性强,能够加工瓦斯油、常压渣油、减压渣油、煤液化产品、沥青、页岩油和油砂等。H-Oil 技术对原料的具体性质要求:C7 不溶物≦ 13%(还可以更高,跟其他性质相关);残炭≦ 20%;金属含量可以> 500 μg / g(或更大,需提高催化剂的置换率);氮含量约为 5 000 μg / g,甚至更高 [28-29]。LC-Fining技术和 STRONG 技术对原料的性质要求与 H-Oil技术类似。
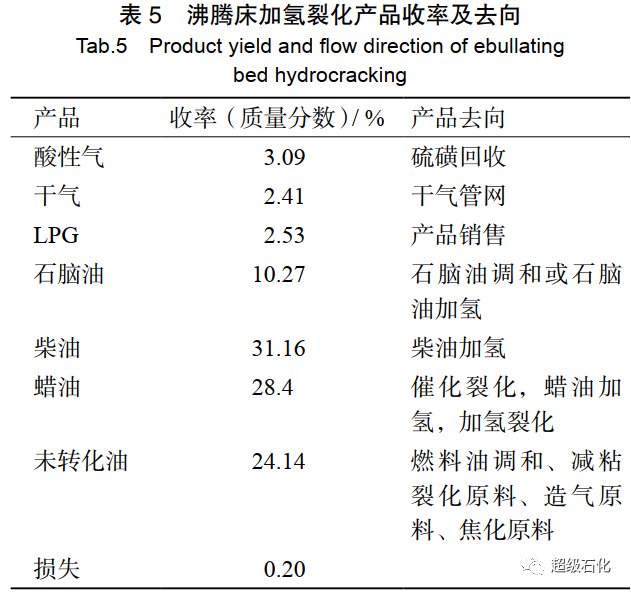
(4)产品分布特点。沸腾床加氢裂化技术对不同的原料所产生的产品收率差别较大。以委内瑞拉原油的减压渣油为原料,H-Oil 技术沸腾床加氢裂化装置的产品见表 5。
(5)其他特点。渣油沸腾床加氢裂化的特点是使用由反应物流、气体和催化剂组成的气、液、固三相流化床反应器。与固定床装置相比,沸腾床技术具有如下特点:①便于控制反应温度。由于沸腾床的返混特性,可以通过送入温度较低的原料油来控制加氢处理放热反应的温度,而无需像固定床反应器那样注入急冷氢,需要的循环氢压缩机能力较小,因而公用工程消耗量比固定床低。②具有改变原料的灵活性。沸腾床反应器可在保持产品选择和产品质量情况下,通过改变催化剂的品种、使用量来调整操作条件,加工不同的原料油。③调节产品种类的灵活性。由于沸腾床反应器的混合效果和置换催化剂的能力,改变反应温度、循环油流量和组成就可改变产品的选择性。④催化剂活性恒定,可在运转中取出、装入催化剂,加工特重原料油时无需停工置换催化剂。⑤有充分的自由空间使进料中夹带的固体通过催化剂床层,不会造成床层堵塞或压力降增大。容许原料中含有一定量的固体。⑥由于系统压力降较小,而且压力降不会随着运转时间的延长而增加,故可以使用颗粒很小的催化剂。由于渣油加氢过程为扩散控制,使用小颗粒催化剂对于提高反应速率十分有利。
2.3 渣油悬浮床加氢裂化
悬浮床(浆态床)加氢裂化技术历史非常悠久,但在工业装置上使用的还不是很多。中国煤焦油或者煤油共炼的装置主要采用悬浮床技术,抚顺石化研究院、石油化工科学研究院、三聚环保有限公司等单位都开发了悬浮床加氢裂化技术,目前正在建设工业示范装置。悬浮床加氢裂化可处理高 硫、高金属的原料,金属含量高达 240 μg / g 时仍具有较高的转化率,产品主要是柴油和蜡油,石脑油的收率不高,属于高硫、高氮产品,产品分布及特点与焦化装置比较类似,需要进一步加工,可以用作固定床加氢裂化的原料,对于未转化的渣油来说,由于金属富集,多需要进行特殊处理。
2.3.1 国内外技术发展现状
悬浮床加氢裂化工艺也称液相或液体流化工艺,是气、液、固三相反应过程。该工艺中催化剂受运动的气、液推动而呈流化状态。该工艺所用的催化剂颗粒尺寸很小、外表面很大,单位体积液体介质中的催化剂粒子数很高,催化剂颗粒间的距离很小,这有利于抑制液体的聚合反应,而且需要催化剂的数量可显著减少。
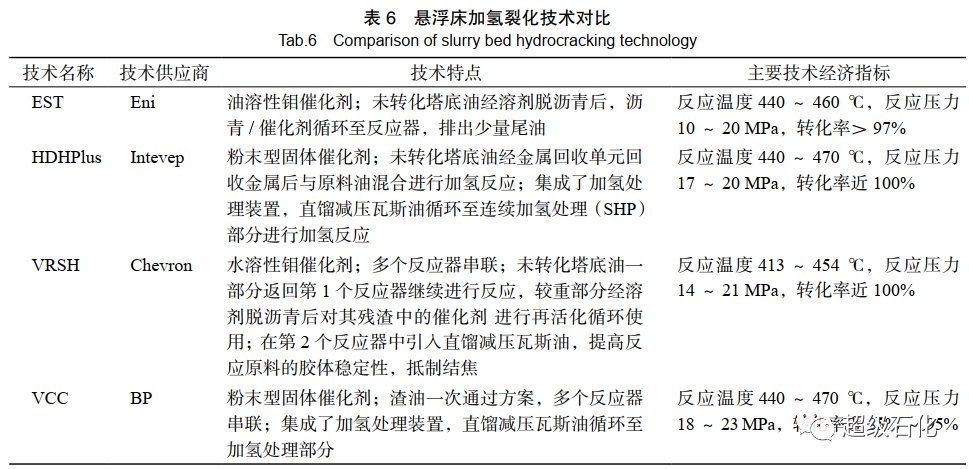
目前,国外已经出售技术应用许可的悬浮床加氢裂化工艺有委内瑞拉石油公司(PDVSA)的HDHPlus 工艺、BP 的 VCC 工艺、加拿大的 Canmet工 艺 和 埃 尼 公 司(Eni) 的 EST 工 艺、UOP 公 司Uniflex-SHC 技术等。
中国的悬浮床加氢裂化技术主要有中国石油大学(华东)研发的 UPC 技术、煤炭科学研究总院研发的煤焦油悬浮床 / 浆态床加氢工艺及配套催化剂技术以及三聚环保有限公司开发的超级悬浮床技术(MCT)。UPC 技术的最大特点是可针对不同原料采用一次性通过、蜡油循环或尾油循环加工处理方式,当催化剂加入量为 0.01% 时,原料油一次性转化率能够达到 90%,在建的 200×104 t / a 重质油悬浮床加氢装置,预计 2020 年完工。煤焦油悬浮床 / 浆态床加氢技术先将煤焦油切割成轻馏分油和重油,其中轻馏分油(或脱酚以后)作为加氢精制的原料,重油与粉状催化剂、氢气、循环油混合作为悬浮床反应器的进料,用于制备轻馏分油和重油。MCT 技术适用高硫、高氮、高金属、高残碳、高酸原料油,单元总转化率 96% ~ 99%,轻油收率 92% ~ 95%,该技术目前已经实现工业化。
2.3.2 技术特点及其对比
EST、HDHPlus 和 VRSH 技术采用未转化塔底油循环操作方案,可达到相当高的转化率。EST 技术未转化塔底油经溶剂脱沥青后沥青 / 催化剂循环至反应器,排出少量尾油,转化率达到 97% 以上;HDHPlus 技术未转化塔底油经金属回收单元回收金属后与原料油混合继续进行加氢反应,转化率近乎 100%;VRSH 技术未转化塔底油一部分返回到第一反应器继续进行反应,较重部分经溶剂脱沥青后对其残渣中的催化剂进行再活化循环使用,转化率近乎 100%。除未转化塔底油循环反应外,HDHPlus / SHP 和 VRSH 技术还将直馏减压瓦斯油进行循环反应,HDHPlus / SHP 技术是将直馏减压瓦斯油循环至 SHP 部分进行加氢反应,而 VRSH技术是将直馏减压瓦斯油循环至第 2 个沸腾床反应器。Uniflex-SHC 技术采用渣油一次通过方案,减压重瓦斯油循环至反应器进一步与反应,排出一些未转化塔底油,转化率> 90%。VCC 技术采用渣油一次通过方案,将直馏减压瓦斯油送至加氢处理部分,转化率 85% ~ 95%。上述技术未转化塔底油处理方式如表 6所示,主要采用焦化、制备水泥、调合沥青、从未转化油中提取或回收金属等方法处理 。
(1)规模。HDHPlus 工艺有 2 个在建装置规模分别为 5×104 bbl / d(250×104 t / a)和 4.6×104 bbl / d(230×104 t / a)。该工艺选用 Fe 系和 Mo 系催化剂,技术的最大特点是通过加入焦炭抑制生焦和调节产物分布。Uniflex-SHC 技术优势在于氢气循环利用和催化剂良好的抑制生焦性能 [32]。VCC 技术是一种渣油悬浮床 - 固定床联合加氢轻质化工艺,目前在中国延长石油集团建有 2 套 50×104 t / a 工业化装置,原料转化率达到 90% 以上 [33]。EST 渣油悬浮床的核心技术是悬浮床反应器的设计及分散型催化剂的开发,在高分散 MoS2 催化剂的作用下,渣油在悬浮床反应器中进行加氢裂化反应 [34]。该技术最大特色是采用了尾油循环系统,通过尾油循环提高原料转化率 [30-31],利用该技术已建设 115×104 t / a 的装置,但运行并不稳定。
(2)原料适应性。悬浮床加氢裂化技术可以加工所有劣质渣油,甚至可以进行渣油和煤的联合转化,对原料油的性质没有限制。
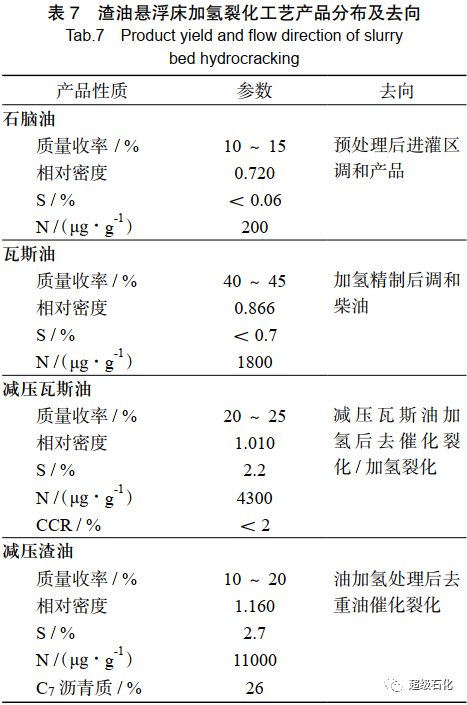
(3)产品分布特点。渣油悬浮床加氢裂化工艺渣油转化率较高,但产品质量较差,需要进一步加氢精制,该工艺处理 Safaniya VR 的加氢产品收率及性质见表 7 。
3 结论
(1)渣油加氢裂化技术将氢原子引入重质馏分油的组分中,从而达到改善、改变重油性质,生产轻质油品的目的。近年来,加氢裂化的增长率有明显加快的趋势,加氢裂化装置的增长速度己超过催化裂化、催化重整和热加工等二次加工装置的增长率。
(2)固定床加氢裂化应用最为广泛,关键技术的成功开发使固定床渣油加氢技术取得了显著进步,催化剂杂质脱除率和容金属能力明显提升,采用催化剂分级装填技术使装置实现长周期运转,高性能反应器内构件的应用显著改善了物料分布。
(3)与固定床加氢裂化的正碳离子反应机理不同,沸腾床加氢裂化和悬浮床加氢裂化主要是通过高温,使重油发生裂解反应,通过自由基机理使大分子裂解成很小分子量的分子或几个自由基结合形成的其他分子,其催化剂的作用是在转化的过程中抑制焦炭的生成,使装置能够连续的长周期运行。
(4)悬浮床加氢裂化可处理高硫、高残炭、高金属含量等难加工原料,且转化率较高,具有广阔的应用前景。近年来,小规模的悬浮床加氢裂化工业应用逐渐增多,但百万吨级以上且能够长周期稳定运行大规模工业化装置还有待突破。
本文作者:王祖纲 1,李颖 2 ( 1. 中国石油集团经济技术研究院;2. 中石油华东设计院有限公司北京分公司)


