











高硫渣油加氢生产低硫重质船用燃料油组分技术开发与应用!
发表时间: 2023-06-12 14:28:41
作者: 邵志才,盛健安,邓中活,刘 涛,任 亮,刘 荣,胡大为,戴立顺
浏览: 2694

1 催化剂级配技术及相应催化剂
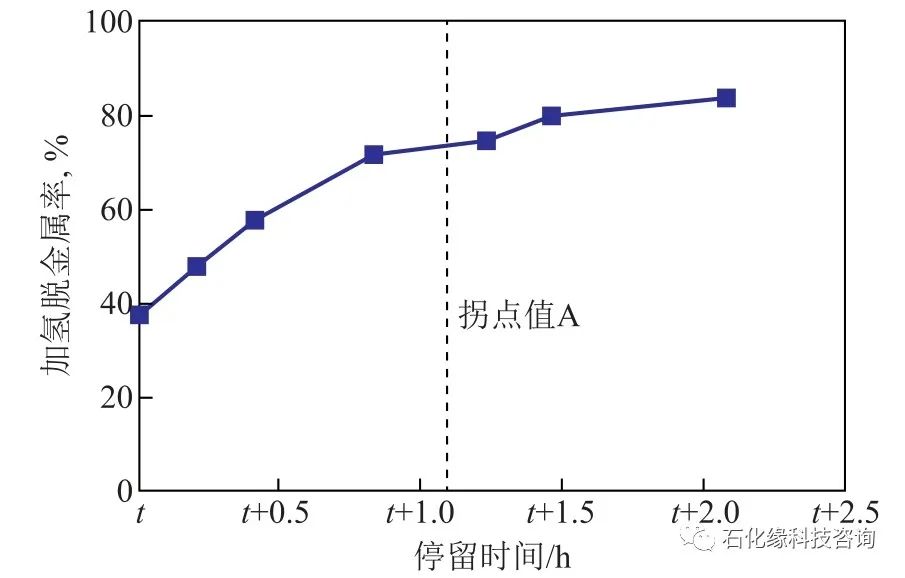
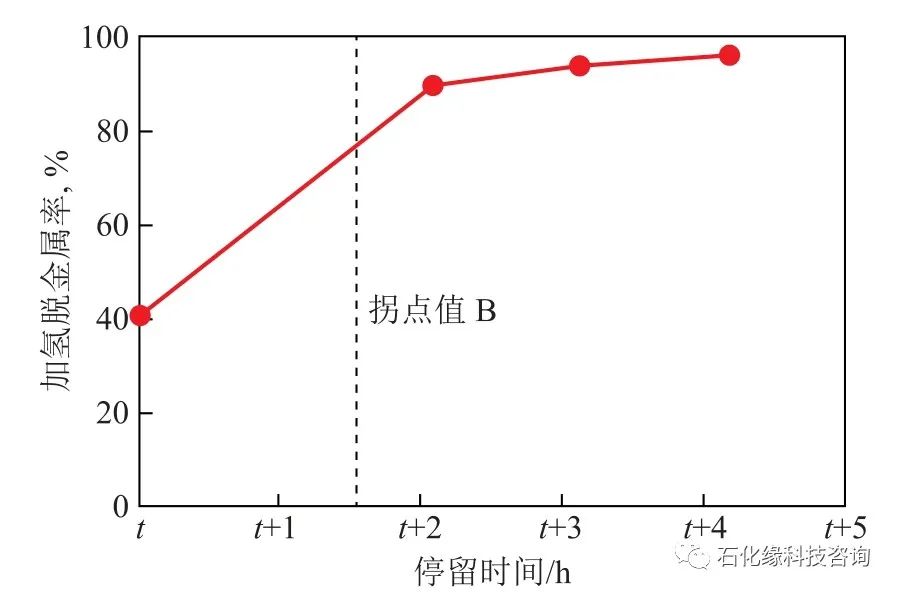
1.1 高硫渣油深度加氢脱硫反应特点
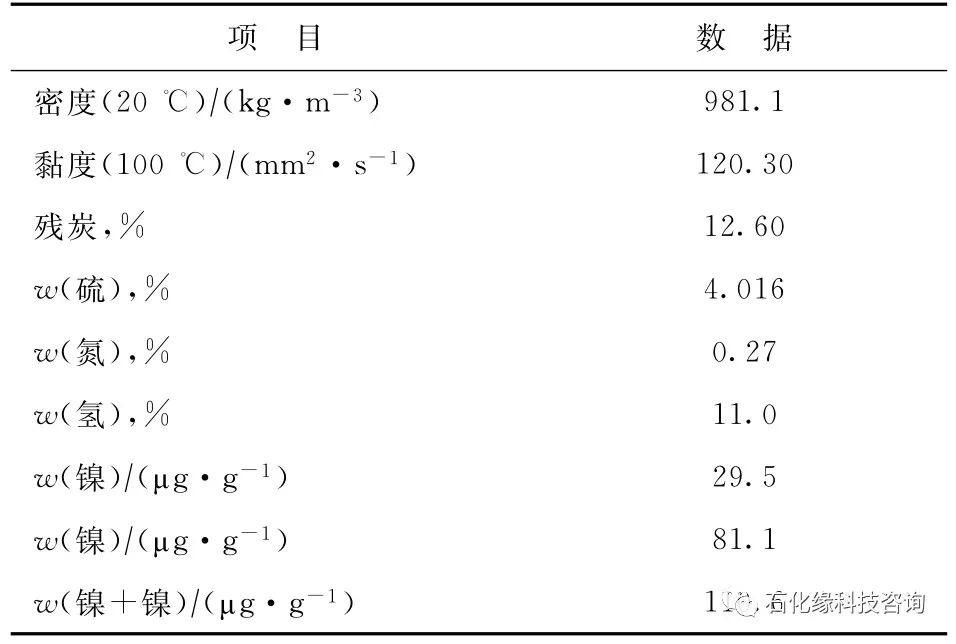
1.2 脱金属催化剂及脱硫降残炭剂级配比例
1.3 新型脱金属脱硫催化剂开发
2 新型催化剂级配技术的工业应用

2.1 工艺条件比较

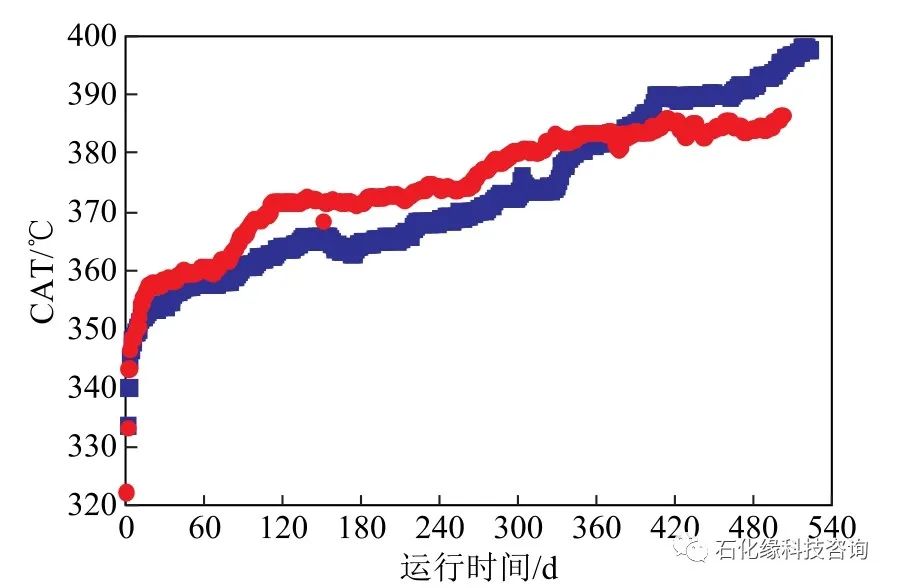
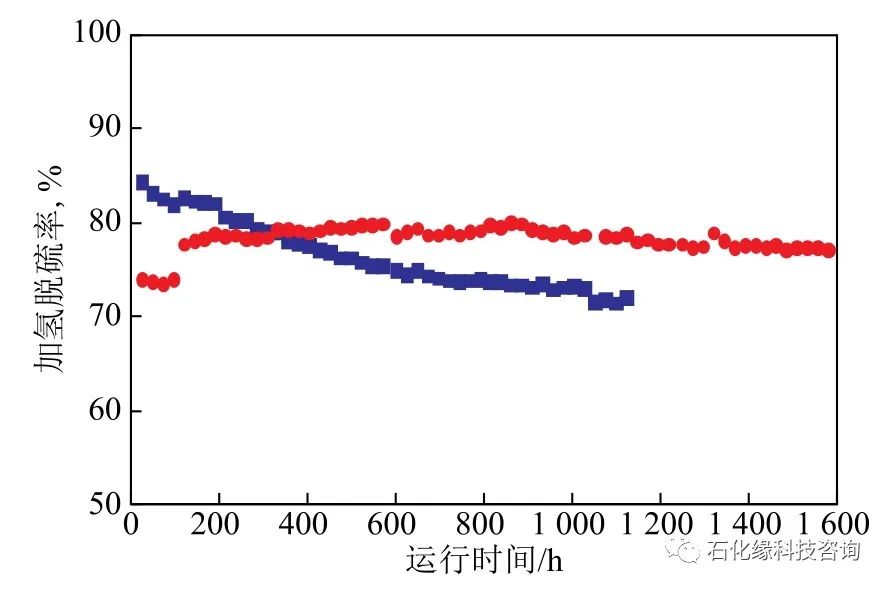
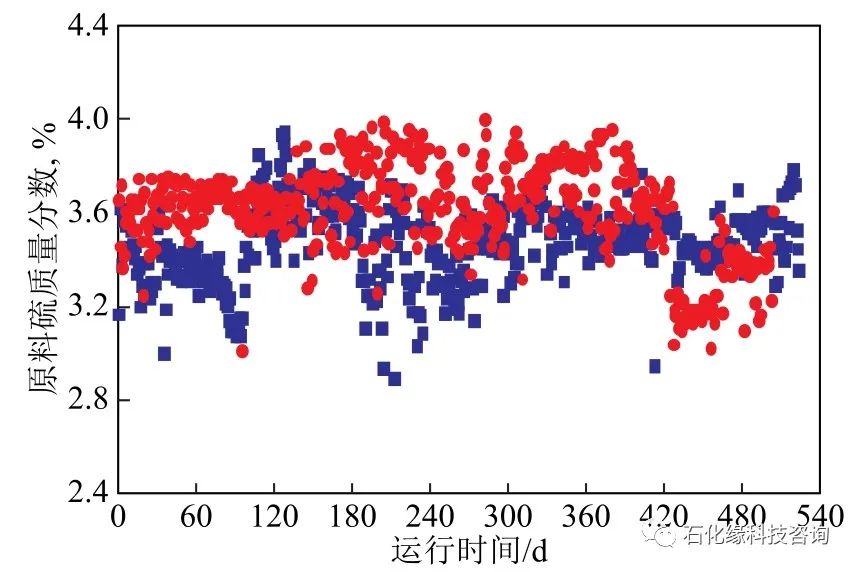
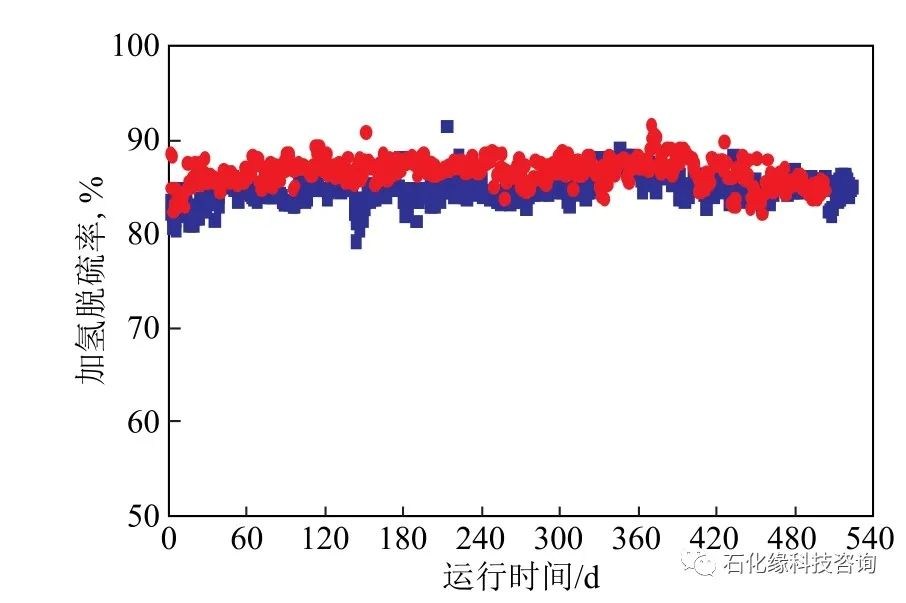
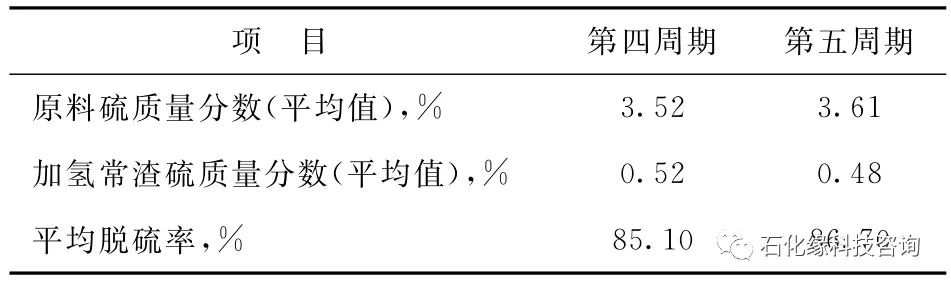
2.2 级配催化剂加氢脱硫活性比较

2.3 低硫重质船燃组分的生产



